

Fertilizer International 532 May-Jun 2026

26 May 2026
Decarbonising phosphate production
PHOSPHATE AND POTASH SUSTAINABILITY
Decarbonising phosphate production
Diammonium phosphate (DAP) is widely used in agriculture as a source of both nitrogen and phosphorus for broadacre crops such as wheat, maize and rice. Stephen B Harrison of sbh4 consulting outlines the options for decarbonising production of this popular commodity fertilizer.

OCP’s Jorf Lasfar port, Morocco. PHOTO SUTTERSTOCK VIA SBH4
OCP Group is the world’s largest producer of phosphate fertilizers, with a 26% global market share. Its Jorf Lasfar hub in Morocco is the world’s largest integrated production complex and exports phosphate fertilizers worldwide.
The company is also leading the world when it comes to the decarbonisation of diammonium phosphate (DAP).
Unavoidable ‘geogenic’ carbon dioxide
DAP is produced using mined phosphate rock as a raw material. This naturally occurring ore is rich in the phosphorus-bearing mineral fluorapatite.
The CO2 emissions generated during DAP manufacture are from two sources:
- Geogenic CO2 produced by the decomposition of calcite present as an impurity alongside fluorapatite in the phosphate rock feedstock.
- CO2 associated with the heat and energy requirements of the production process.
(Note: in this context, ‘geogenic’ CO2 is defined as carbon dioxide originating from geological processes as opposed to ‘anthropogenic’ CO2 derived from man-made processes.)
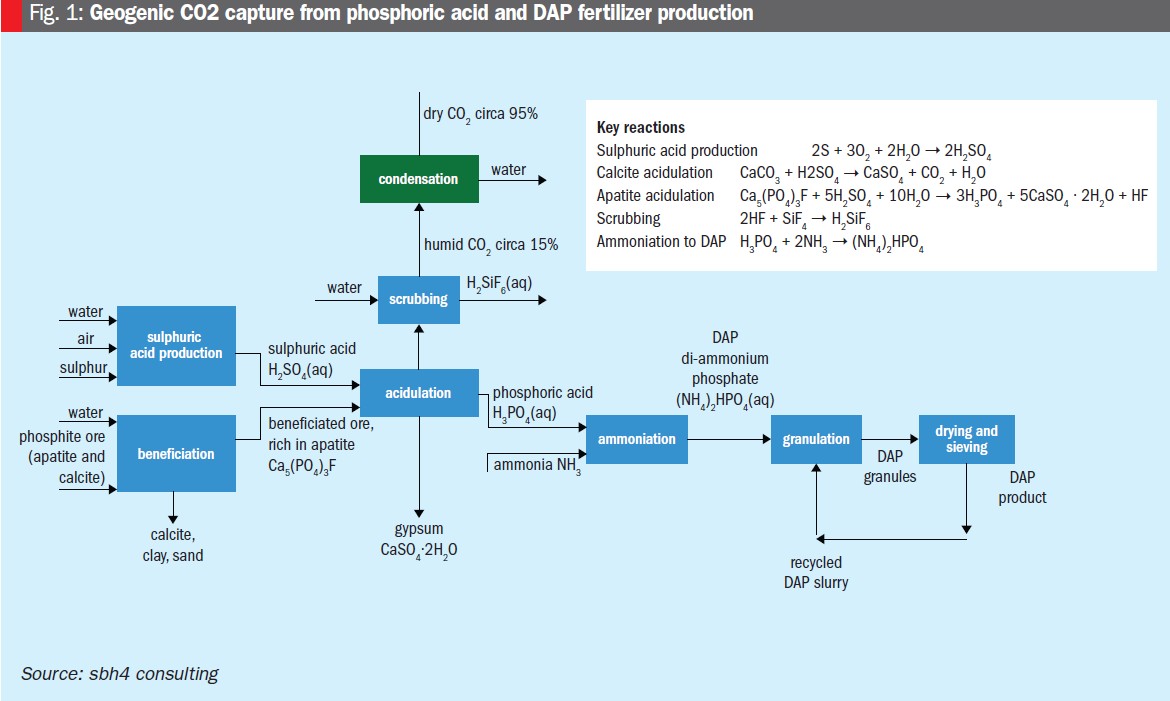
Phosphate rock is beneficiated prior to DAP production to remove sand, clay and calcite. The resulting rock concentrate is reacted with sulphuric acid to yield phosphoric acid as an intermediate together with phosphogypsum. The phosphoric acid obtained is then reacted with ammonia and granulated to produce DAP fertilizer as an end-product.
The phosphate rock deposits in Morocco and Jordan contain 10-15% calcite, while deposits in Florida and Saudi Arabia, two other significant phosphate mining locations, can contain up to 20% calcite. However, only about half of the calcite is removed from the fluorapatite during beneficiation. This means that geogenic CO2 is unavoidably released during DAP manufacture as flue gas. This happens when the remaining calcite present in the phosphate concentrate reacts with sulphuric acid.
The flue gas from the sulphuric acid mixing chamber (phosphoric acid reactor) needs to be scrubbed with water to remove any hydrogen fluoride (HF) released by the fluorapatite present in the ore. The resultant hot, moist, CO2-rich off-gas is then generally vented to atmosphere.
If the calcite content of the beneficiated ore is reduced to 6%, as would be the case in Morocco, approximately 0.05 tonnes of geogenic CO2 is released per tonne of DAP produced. Whereas for Saudi Arabian DAP production, the amount of geogenic CO2 emitted from phosphoric acid production is circa 0.1 tonne of CO2 per tonne of DAP.
To partially decarbonise DAP production, the geogenic CO2 can be easily separated and recovered from moist flue gas via cooling and condensation (Figure 1). The resultant dry, pure CO2 can be liquefied for rail or sea shipment, or conditioned and compressed for pipeline transmission at low marginal cost.
Beneficial CO2 utilisation
From 2027, OCP Nutricrops is implementing CO2 capture from phosphate fertilizer production at its Jorf Lasfar industrial platform in Morocco in partnership with OCP Green Water and INNOVX.
The initiative is part of OCP Group’s decarbonisation roadmap, which aims to achieve carbon neutrality across scope 1, 2 and 3 emissions by 2040. It also addresses international competitiveness by reducing the CO2 intensity of DAP. This will be increasingly important for exports to the EU, where the implementation of CBAM will impose tariffs on carbon-intensive imports starting in 2026 (see box).
OCP Green Water will use the captured CO2 for pH adjustment and re-mineralisation of drinking water at a local reverse osmosis desalination plant. This will support OCP’s goal to meet 100% of its water needs from unconventional sources.
INNOVX is developing a plant to combine captured CO2 with phosphogypsum waste to produce ammonium sulphate fertilizer via the Merseburg process, as follows:
(NH4)2CO4(aq) + CaSO4(s) = (NH4)2SO4(aq) + CaCO3(s)
In this process, ammonium carbonate is reacted with phosphogypsum to yield the ammonium sulphate target product plus calcium carbonate. This pathway permanently sequesters CO2 emissions from the DAP process – as calcium carbonate is a recognised sink for CO2 – and enables the integrated production of ammonium sulphate.
Ammonium sulphate (AS) was one of the first commercially available nitrogen fertilizers. Although displaced in many markets by urea, which has a higher nitrogen content, the production and agricultural consumption of AS has been on the rise in recent years. AS is still used extensively in Brazil, for example, which imports about four million tonnes per year, mostly from China.
The drive for clean ammonia production
For every tonne of DAP produced, around 0.2 tonnes of ammonia are required to react with the phosphoric acid. Conventional ‘grey’ ammonia production releases about 1.8 tonnes of CO2 for every tonne of ammonia generated. It follows that the amount of ammonia used to produce one tonne of DAP releases 0.36 tonnes of CO2.
The CO2 emissions associated with ammonia consumption during DAP manufacture are therefore 3.5 to 7 times higher than geogenic CO2 emissions generated earlier in the process from phosphoric acid production using Moroccan and Saudi Arabian phosphate rock. This means that the capture of CO2 from ammonia production is also essential to achieve complete decarbonisation of the DAP process.
During ammonia manufacture by steam methane reforming (SMR), any CO2 present in the syngas must be removed. This is needed to enable the catalytic Haber Bosch ammonia synthesis reaction to take place. It is normally achieved using a CO2 capture process with an amine solvent.
All molecules containing oxygen – such as water, carbon monoxide or CO2 – must be removed from the syngas before it is fed to the ammonia synthesis loop. Otherwise, the iron catalyst is oxidised and becomes ineffective. Every natural gas-fed ammonia plant therefore already has a CO2 capture facility.
In some ammonia plants, about 60% of the captured CO2 is combined with ammonia to make urea. However, the residual 40% of the CO2 from the SMR (and from ammonia plants that do not utilise captured CO2 for urea production) can be sequestered to reduce the CO2 intensity of DAP with a minimal incremental cost.
Clean means blue or green
OCP is unable to source ammonia in Morocco and, instead, imports 2-3 million tonnes of ammonia per annum on the merchant market. While Russia was its major ammonia supplier via Back Sea ports prior to 2022, OCP pivoted toward the US, Trinidad & Tobago, Qatar and Saudi Arabia for its ammonia supply after Russia’s invasion of Ukraine.
In the short-term, OCP is considering purchasing blue ammonia from emerging projects located on the US Gulf coast. These benefit from both an abundant supply of low-cost shale gas and low-cost CO2 sequestration through geological storage in the Permian basin and offshore in the Gulf.
For the long-term, OCP is planning to invest $13 billion to achieve ammonia self-sufficiency and production decarbonisation in parallel. Morocco’s abundant solar and wind energy will be used to produce renewable electricity and electrolytic green hydrogen.
In 2026, the target is to produce between 100,000-200,000 tonnes of domestic green ammonia. This will scale up by an order of magnitude to reach one million tonnes in 2027.
The eventual goal is to produce three million tonnes of green ammonia in 2032. This would make OCP independent of foreign imports and, in doing so, also insulate the company from the cost volatility of imported ammonia, which is highly dependent on global natural gas pricing.
Additionally, self sufficiency in green ammonia would allow OCP to market and sell ‘carbon-free’ fertilizers and avoid CBAM import tariffs when trading with EU partners.
Energy efficiency in Morocco cuts CO2 emissions
In addition to ore beneficiation, phosphoric acid production and DAP granulation, the end-to-end process at a fully integrated facility, such as Jorf Lasfar, includes on-site production of sulphuric acid. This is manufactured from elemental sulphur imported from refineries in Europe and the Middle East. During the closure of the Strait of Hormuz, less sulphur has been flowing from refineries in northern Saudi Arabia and the UAE. Fortunately, Saudi Aramco’s refinery in Jazan, being located on the Red Sea, is less affected and remains an important source of sulphur.
OCP Group‘s third integrated fertilizer production plant, Jorf Fertilizers Company 3 (JFC 3), has been fully operational since 2017 and can produce one million tonnes per annum (t/a) of granulated phosphate fertilizers.
JFC 3 includes a sulphuric acid line with a capacity of 1.4 million t/a as well as a phosphoric acid line of 0.45 million t/a capacity. The production of both these acids involves highly exothermic chemical reactions and the resultant heat at JFC 3 is used to generate 62 MW of electricity via a steam turbine power plant.
This process integration makes the JFC 3 unit autonomous in terms of electricity consumption. This further reduces the CO2 intensity of DAP production by eliminating the requirement to burn fossil fuels for electricity generation.
CO2 capture and phosphogypsum recycling
Phosphogypsum is generated in large volumes as white solid waste during phosphoric acid production. It is commonly stored in stacks close to phosphoric acid and phosphate fertilizer plants.
Theoretically, phosphogypsum waste can be converted to lime (CaO), sulphur dioxide (SO2), oxygen and water through calcination using high temperature heat. This could help to make the DAP production process circular by converting the SO2 gas obtained back into sulphuric acid.
The lime obtained should also be suitable for cement and steel production. Lime is also required by the pulp and paper industry and is used in agriculture to increase soil pH. Alternatively, the lime could be used to sequester the CO2 generated by DAP production and convert this to calcium carbonate, which is insoluble and recognised as a permanent CO2 storage material.
Ma’aden is putting this theory into practice by collaborating with thyssenkrupp Uhde and Metso on a phosphogypsum recycling and CO2 capture project at Ras Al Khair in Saudi Arabia. ■
CBAM AS AN ECONOMIC DRIVER FOR DECARBONISATION
The EU’s implementation of the carbon border adjustment mechanism (CBAM) in January this year introduces a tariff on DAP imports. These tariffs are based on the CO2 intensity of fertilizers entering the EU. This leaves European purchasers facing extra costs for DAP imports – either in the form of the CBAM tariff or from the higher price of decarbonised production overseas.
CBAM does, however, open up opportunities for low-carbon fertilizers. By acting as a form of carbon taxation, it levels the playing field by:
• Potentially providing low-carbon DAP with a competitive advantage versus its conventional (‘grey’) counterpart.
• Incentivising investment in decarbonised DAP production for producers that wish to target the EU market.
Farming communities in some EU member states have reacted negatively to CBAM and its potential effects on fertilizer costs. They are concerned that higher input costs due to CBAM rules will increase the costs of food production, threatening their competitiveness and livelihoods.
Consequently, the European Commission, while staying true to its overall ambitions on climate policy, recently proposed a temporary relief on CBAM duties affecting certain fertilizers to ease the cost strains on farmers. At the same time, it also provided policy certainty – essential for long-term investment decisions and multi-year trade contracts – by confirming that the CBAM will remain in place. ■




