Nitrogen+Syngas 379 Sept-Oct 2022

30 September 2022
Handling leaks in urea plants: part 3
Leaks in the high-pressure synthesis section of a urea plant can have catastrophic consequences. UreaKnowHow.com started to collect incidents in an incident database and in 2017 AmmoniaKnowHow.com and UreaKnowHow.com introduced FIORDA, the Fertilizer Industry Operational Risk Database, a global open source risk register for ammonia and urea plants.
Part 1 of this short series of articles on how to handle leaks in urea plants explained why leaks in the high-pressure synthesis section of a urea plant are so critical and discussed corrosion and sealing challenges and what happens when there is a leak. Part 2 looked at the causes and consequences of leaks and discussed different types of critical leaks. Part 3 discusses different measures to prevent carbamate leaks.
Prevention measures
As explained in Part 2 it is very difficult to stop a carbamate leak. The best practice is to prevent a leak in the first place. This can be done by the following measures:
Minimise the number of flange connections
Due to the challenges of avoiding leaks, as explained in Part 1 of this series of articles, it is good practice to minimise the number of flange connections in the urea plant.
Choose higher alloy materials of construction
A relatively high number of safety incidents occur with high-pressure 316L UG carbamate lines and NH3 and CO2 carbon steel feed lines. This is caused by the following:
- Many failure modes exist when using standard materials like 316L UG and carbon steel.
- Many welds of piping systems are made in the field instead of the shop.
- Welds in low-pressure parts of feed lines are typically considered a lower risk level.
- Piping systems are typically difficult to inspect and to reach.
By choosing higher alloy materials most failure modes can be avoided in high-pressure piping systems in the synthesis section of urea plants as indicated in Figs. 1 and 2.
Fig. 1 shows that besides the unavoidable failure modes, passive corrosion and possible design, fabrication, and installation failures, 316L Urea Grade high-pressure piping systems suffer from: crevice corrosion at flanges and some accessories, condensation corrosion of gas lines, strain induced intergranular corrosion, chloride stress corrosion cracking due to carbon steel tracing touching the stainless steel main pipeline in chloride containing ambient conditions, active corrosion due to loss of suff icient oxygen in the liquid phase and erosion corrosion due to high velocities.
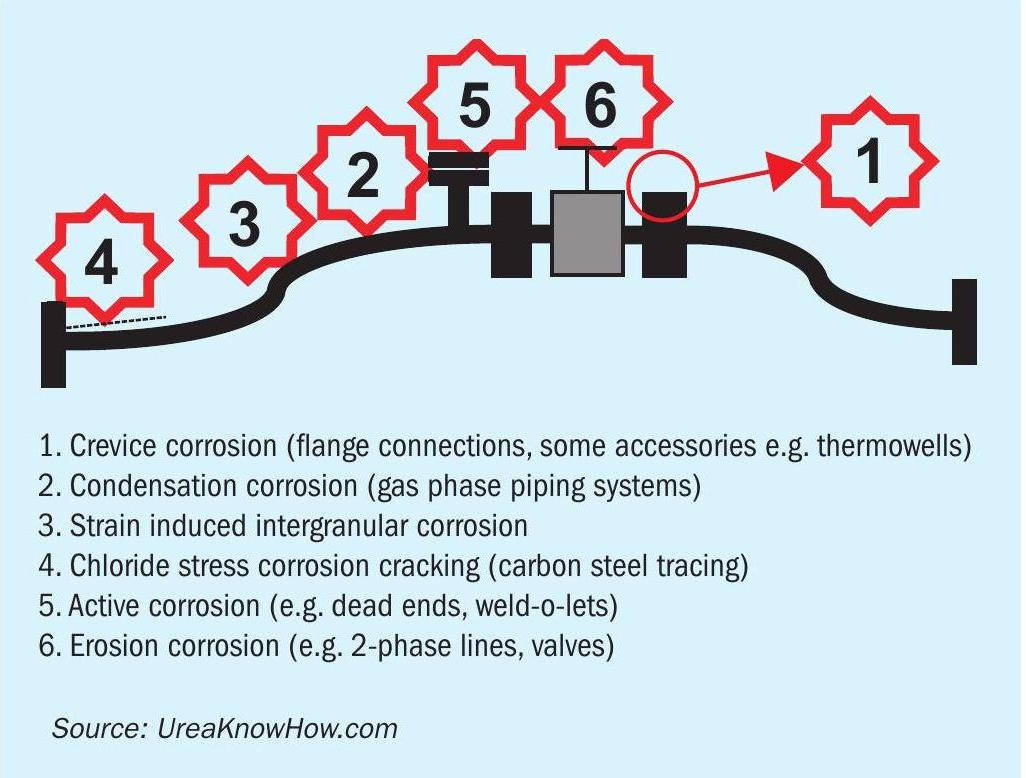
Fig. 2 shows that most of these failure modes can simply be avoided by choosing a super-duplex as material of construction. Besides better safety and reliability, the higher strength of super-duplex saves on weight as it allows a lower wall thickness.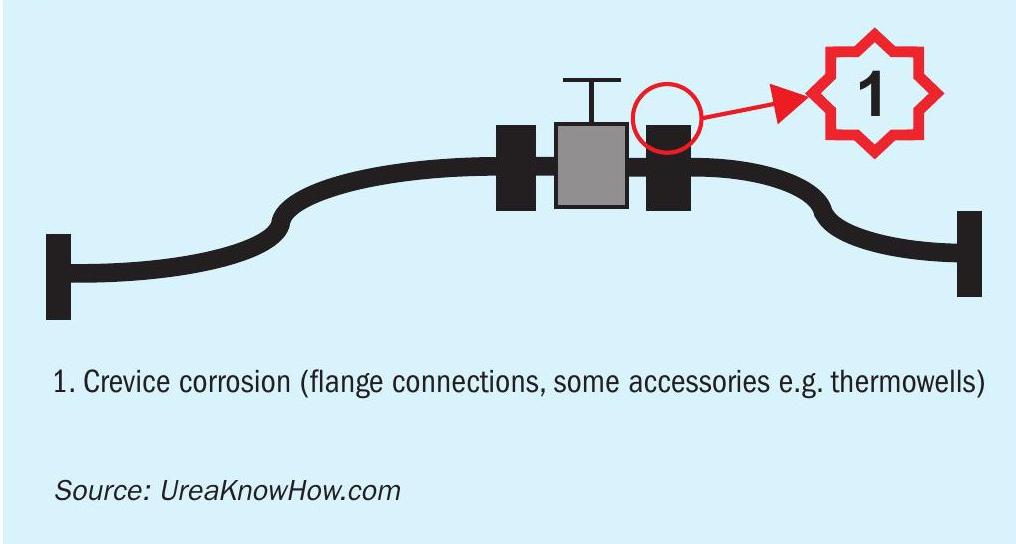
Choosing stainless steel as the material of construction also avoids the numerous failure modes in carbon steel ammonia feed lines like atmospheric corrosion, corrosion from inside due to carbon dioxide, erosion issues, vibration issues and weld failures.
Choose a better design
Another way to prevent and/or reduce failure modes and consequential leaks is to choose a better design. Fig. 3 shows two poss ible designs for a thermowell.
In the design on the left a weld-o-let is applied to install the thermowell.

This weld-o-let has some disadvantages, for example:
- It consist of several parts welded together, whereas each weld introduces risks to reduce corrosion resistance due to overheating;
- It forms a dead zone in liquid phase pipelines leading to higher corrosion rates as a result of lower oxygen levels; and
- It potentially forms a heat sink in gas phase pipelines leading to condensation corrosion.
The BHDT design on the right side avoids all of the above-mentioned risks and leads to higher safety and reliability levels.
Assure proper quality and experience during fabrication/installation/maintenance
Processing urea grade materials requires special knowhow and experience. It is therefore recommended to involve qualified and experienced fabricators during the fabrication, installation and maintenance of these equipment items and materials.
For high-pressure flange connections, it is recommended to minimise the number of flange connections, use of flange passports, and train mechanics how to handle these flanges. A flange passport leads to the following benefits:
- the awareness for good workmanship increases by means of a number of basic questions;
- the mechanic is triggered by a number of questions and,
- it provides the opportunity to unambiguously record deviations and to follow up.
Perform risk-based inspection programs
As equipment and materials experience continuous corrosion and several failure modes, it is recommended to perform a risk-based inspection when the plant becomes 10-15 years old. The program of a risk-based inspection should be tailormade and inspections should be performed by qualified and experienced inspectors taking into account all possible failure modes both from the process side as well as the utility and atmospheric side.