Nitrogen+Syngas 370 Mar-Apr 2021

31 March 2021
Preventing safety risks with a proper leak detection system
Several safety risks threaten urea high pressure equipment such as high pressures, high temperatures, various kind of corrosion phenomena, crystallisation risks, and the release of large volumes of toxic ammonia in case of a leak. A significant number of serious incidents with high pressure urea equipment still occur in the industry and, in 50% of cases, a failing leak detection system was one of the main causes. UreaKnowHow’s Risk Register for a 316L urea grade reactor identifies 50+ safety risks of which 75% can be prevented by operating a proper leak detection system. In this article, UreaKnowHow answers some key questions about the importance of an effective active leak detection system.
Why is a proper leak detection system needed?
High pressure urea equipment has a pressure-bearing, carbon steel wall, which is protected against corrosion by a thin corrosion-resistant layer of stainless steel or duplex steel. This protective layer can be an overlay welding or a loose liner. Fig. 1 shows the installation of a stainless steel loose liner in a urea reactor.

A proper leak detection system is needed at all locations where a gap exists between the stainless steel or duplex alloy protection and the carbon steel, pressure-bearing parts. Any leak in the loose liner will lead to a dangerous situation where a large surface of the carbon steel pressure-bearing wall underneath the loose liner will be exposed to extremely corrosive ammonium carbamate. Real life experiences have proven that ammonium carbamate can corrode carbon steels with very high corrosion rates up to 1,000 mm (40 inches) per year. It is therefore imperative to have a detection system present that provides warnings of leaks at an early stage, i.e. active leak detection is required.
When there is a leak, crystallisation of the leaking medium is highly likely and will lead to clogging of the leak path. Once clogging occurs, there may no longer be any warning signs that there is a leak. This is an extremely dangerous situation as the corrosion of the carbon steel pressure-bearing wall will continue and can result in a sudden rupture of the vessel.
UreaKnowHow.com has collected and analysed more than 130 serious urea incidents. Based on this analysis, one can easily conclude that the number one safeguard for any urea plant is a proper leak detection system for loose liners of high pressure equipment.
Why is a passive leak detection system no longer acceptable?
In a passive leak detection system an indication of a leak in the liner only shows up when the leak emerges from the leak detection hole, or in case the leak detection hole is connected via tubing to, for example, a bottle with a phenolphthalein solution, when the colour of the liquid in the bottle changes.
There is a time delay before the leak is detected, i.e. when the leak emerges at the leak detector or when a field operator reports a leak. The latter case is even worse as the time delay can be much longer. There is a real risk that the leak detection path will get clogged, posing a serious threat to the integrity of the carbon steel, pressure-bearing wall.
A much more critical situation arises when clogging occurs in the tubing or underneath the liner and no solids are visible. Nobody will be aware of an extremely dangerous situation.
A leak contains ammonium carbamate, water and in some parts of the equipment also urea. At the lower pressure present in the leak detection system, ammonium carbamate will dissociate into ammonia and carbon dioxide, but only if the temperature is higher than 60°C (140°F). Urea, however, can easily crystallise or polymerise and clog the leak detection path.
Why is flushing with steam or condensate NOT a good practice?
To check that a leak detection system is not experiencing any clogging, or to unclog a leak detection system, some plants practice a flushing procedure with steam or water. This is not recommended and even dangerous! Introducing water can lead to corrosion. Corrosion is an electrochemical reaction so corrosion can only take place when water is present. Without water there is no corrosion. The corrosion product will block the passageways and can also block the leak detection holes. A more threatening form of corrosion that can occur is stress corrosion cracking of the carbon steel pressure vessel wall, like hydrogen induced stress corrosion cracking or (bi-)carbonate stress corrosion cracking that can occur when solids, consisting of a mixture of ammonium-carbamate, urea and biuret, are present behind the liner in combination with water. Other contaminants like nitrates can also cause stress corrosion cracks in the carbon steel wall. Be aware that these cracks are not visible, they are behind the liner; nor can they be easily detected by the usual inspection techniques.
What types of active leak detection systems exist?
There are two types of active leak detection systems: a pressurised system, in which an inert carrier gas flows through the gaps underneath the liner and a vacuum-based system, where one pulls vacuum pressure behind the liner (see Fig. 2).
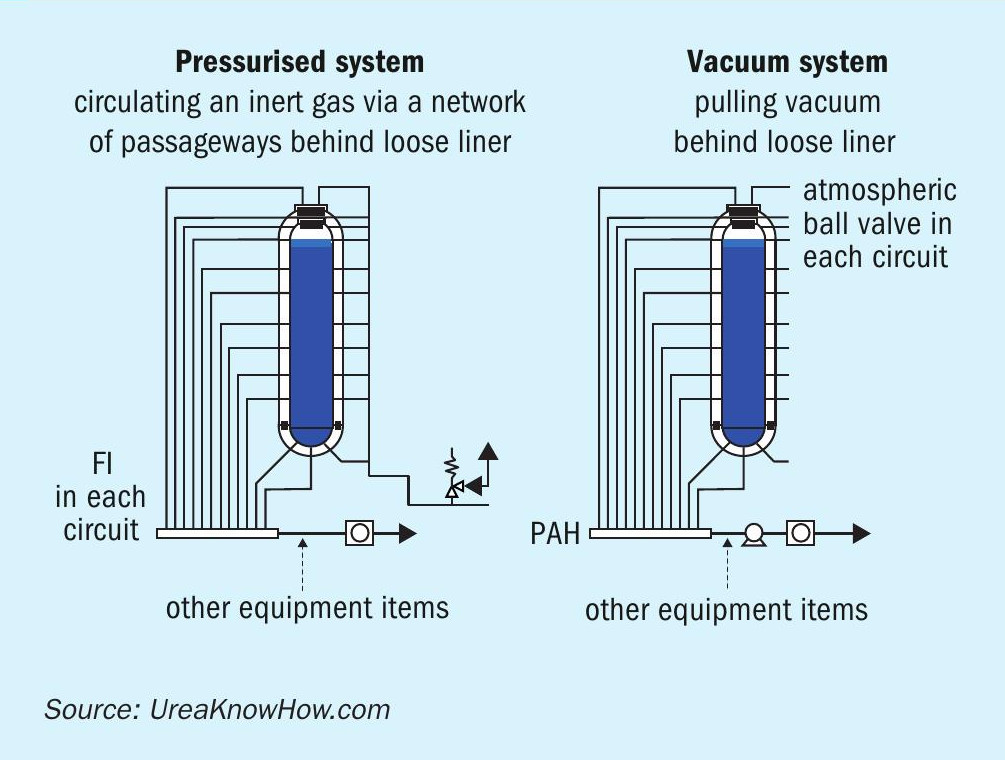
In a pressurised system an inert carrier gas circulates via machined grooves through the various leak detection circuits (compartments). Typically, each circuit includes a flow indicator with a low flow alarm. All circuits of one equipment item are combined on an equipment header. Sometimes the grooves are machined in a stainless steel buffer layer. In UreaKnowHow’s opinion this does not provide a solution as stainless steels can show accelerated corrosion rates as described above, plus one cannot be assured that corrosive ammonium carbamate fluid is not present outside the grooves which will still corrode the carbon steel, pressure-bearing wall.
A vacuum system pulls vacuum behind the liner by means of a vacuum pump. That means that the whole area underneath the liner is under vacuum pressure. In the suction side of the vacuum pump a pressure transmitter with a high pressure DCS alarm is present. In this type of system all circuits of one equipment item are also combined on an equipment header.
Why choose a vacuum system?
UreaKnowHow recommends a vacuum-based leak detection system for several reasons. One reason is that when using a vacuum system there will be no risk of liner bulging and damage due to too high pressure in the leak detection system behind the liner. Some vendors try to avoid this risk of bulging by switching off the leak detection system when the pressure in the synthesis section is below a certain value. However, the drawback of this is that during these situations (heating up and cooling down of the synthesis section) one puts the highest (tensile) stresses on the liner welds and it is therefore important to have a properly working leak detection system during this phase.
A second important reason for recommending a vacuum-based leak detection system is because it provides direct detection of the entire carbon steel surface. A liner compartment is defined as being the part of the liner between four welds connecting the lining material to the carbon steel of the pressure vessel wall. In an active vacuum leak detection system, one is assured that the entire carbon steel surface underneath the loose liner of a liner compartment will be reached because the total area is under vacuum pressure and ammonia from any location will be directly pulled to the analyser.
How can a vacuum system distinguish a false indication?
Active leak detection systems consist of a network of gas-tight, high quality, instrumentation stainless steel tubing, but even gas-tight tubing may leak to a certain extent depending on the quality of the connections. In case of an active vacuum system, the actual vacuum pressure depends on the result of the sum of all leaking connections on one side and the capacity of the vacuum pump on the other side. Typically, the vacuum pressure will be in the range of 0.2 to 0.5 bara depending on the quality of the installation. In addition to continuously monitoring the vacuum pressure, an active vacuum leak detection system also has a continuous ammonia analyser. The AMMO LASER Leak Detection System, developed by UreaKnowHow.com and KeyTech Engineering Company, makes use of a very reliable, accurate, self-calibrating and multi-purpose ammonia analyser and provides an alarm at an ammonia level of 100 ppm.
An ammonia cloud in the atmosphere will most probably be sucked into the vacuum leak detection system, but will not penetrate all of the leak detection connections of the tubing. That will only be the case in the unlikely situation that the ammonia cloud covers the entire high pressure urea synthesis section. It is far more likely, therefore, that an ammonia cloud will penetrate only some of the connections while all other connections suck in air with hardly any ammonia. This situation will result in a small increase of the ammonia level from 2-3ppm to about 10-20ppm. The DCS operator will then be notified of an ammonia leak in the synthesis section, which can happen, for example, if there is a leaking flange connection or a local small ammonia cloud as a result of taking a sample. Subsequently one is able to take proper actions. After the leak has been eliminated, the ammonia level in the leak detection system will decrease and return to the normal background ammonia level in the atmosphere in the urea plant (e.g. 2-3 ppm). A liner leak will cause leaking fluid in the leak detection system to be sucked by the vacuum pump to the ammonia analyser. The leaking fluid contains minimum 30 wt-% ammonia (note that ammonium carbamate dissociates into ammonia and carbon dioxide). Even a small liner leak will quickly result in an ammonia level of 100 ppm and thus an alarm will sound. Furthermore, a liner leak will slowly increase in size due to corrosion and erosion and this will result in a gradual and continuous increase of the ammonia level. In this way, the AMMO LASER Leak Detection System can distinguish a false indication caused by an ammonia cloud in the atmosphere from a real liner leak.