Nitrogen+Syngas 401 May-Jun 2026
27 May 2026
Successful 10% load test of an existing LAC™ ammonia plant
GREEN AMMONIA
Successful 10% load test of an existing LAC™ ammonia plant
In an industrial test campaign, Linde successfully demonstrated that an existing Linde Ammonia Concept (LAC™) plant equipped with a state-of-the-art Casale axial radial converter can be stably operated at 10% load for more than 24 hours. This deep turndown operation was achieved at constant loop pressure. Throughout the test, all synthesis loop parameters remained stable, the converter reaction sustained itself without external heat input, and temperature measurements confirmed the absence of catalyst bed maldistribution.
Ammonia (NH3) is a key enabler of global decarbonisation, especially as a hydrogen carrier. Its compatibility with existing transport and storage infrastructure makes it a promising future energy vector. Green ammonia projects are therefore emerging in regions with strong renewable resources such as coastal wind sites or high solar areas.
The economic viability of green ammonia plants depends on flexible operation to follow fluctuating renewable power supply. This flexibility requires either a robust pressure control concept or equipment designed for cyclic pressure loads in accordance with standards such as ASME VIII Div. 2 or EN 13445. This is critical because conventional ammonia plants generally lack dedicated pressure control for part load operation.
Flexible operation reduces capital expenditure for intermediate storage, minimises plot area and improves resilience to production variability. It also enables brownfield retrofits by replacing grey hydrogen from SMR with green hydrogen from electrolysers, leveraging existing assets while cutting emissions. The same principles allow hybrid schemes in which an existing plant gradually incorporates a green hydrogen quota.
To realise these benefits, it must be demonstrated that existing ammonia plants can operate stably at loads as low as 10% during periods of limited renewable supply. Stable low load operation reduces feedstock and power use and avoids shutdowns of the ammonia synthesis loop, which would otherwise lead to inefficient, frequent restarts. The objective of this article is to show that an existing Linde LAC™ plant equipped with a state-of-the-art Casale axial radial converter can run reliably at 10% load for more than 12 hours while maintaining normal operating pressures, reflecting typical day-night transitions in solar dominated regions.
In preparation, high fidelity dynamic simulations were conducted to evaluate pressure control strategies and load change concepts. Casale also performed computational fluid dynamics (CFD) analyses to assess converter performance at very low loads, as operational data for such conditions is limited in conventional ammonia plants.
Based on these encouraging studies, low load tests were executed at an existing Linde LAC™ ammonia plant. The load was reduced from 100% to roughly 10% and held for about 27 hours before ramping back to full load. Throughout the test, system pressure was manually maintained at high levels to validate the feasibility of sustained low load operation for existing LAC™ plants equipped with a Casale axial radial converter.
Pressure control mechanism and high-fidelity simulation studies
The inert-free LAC™ utilises the Haber Bosch process to generate ammonia. Hence, pure hydrogen (H2) and nitrogen (N2) are supplied in the molar ratio of 3:1. Fig. 1 provides a simplified overview of an ammonia synthesis loop including a loop pressure control mechanism.
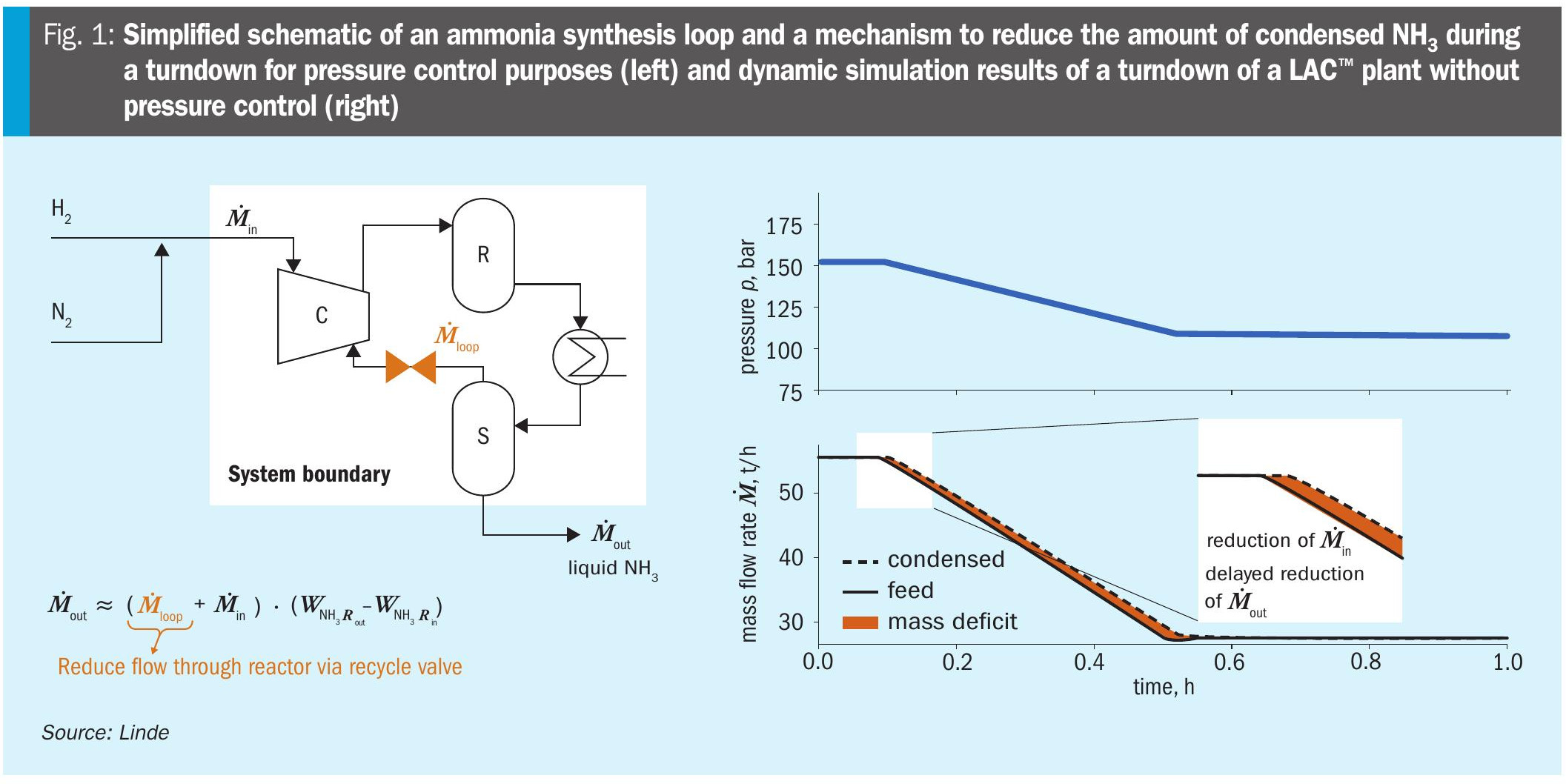
On the left, in a simplified schematic the key components, i.e., the synthesis gas compressor (C), typically a multistage compressor, the ammonia converter (R), and a simplified cooling chain culminating in the liquefaction of the reaction product are visualised. Make-up H2 and N2 are introduced into the ammonia process as Min. Ammonia is eventually withdrawn in liquid form at high pressure from the separator (S) as Mout.
Pressure control mechanism in ammonia plants
In a closed system with constant volume and minor temperature fluctuations (see Fig. 1 system boundary), the pressure is predominantly determined by the total number of gas molecules present. Thus, any decrease in the number of molecules or mass in the system results in a reduction in system pressure.
This is illustrated in the right-hand diagrams of Fig. 1, which demonstrate how a deficit between the feed flow (see Fig. 1 Min ) and the condensed ammonia outflow (see Fig.1 Mout ) leads to a pressure decrease during a turndown of a dynamic ammonia plant simulation. The pressure reduction is followed by the corresponding reduction in reaction rate, resulting in a delayed decrease in NH3 condensation. This delay reflects the system’s inherent response time.
In the equation on the lower left side of Fig. 1, parameters to influence Mout are shown. The amount of condensed NH3 (Mout ) can either be reduced via a decrease in the loop recirculation flow or by reducing the extent of the Haber Bosch reaction in the converter1 . For the purposes of the presented studies, the reduction of loop recirculation flow was chosen, as it offers the most direct and controllable impact on the condensed NH3 outflow under varying load conditions.
High-fidelity dynamic simulation studies
To control the ammonia synthesis loop pressure, a valve in the line of the loop recirculation flow (see Fig. 1 orange valve) to the last compressor stage (circulator stage) is utilised as a simple and effective pressure control mechanism2. This valve is available in every LAC™ plant. By adjusting the position of this valve, the recirculation flow (Mloop ) can be regulated, thus maintaining the desired loop pressure across the entire operating range.
Fig. 2 illustrates the dynamic response of a high-fidelity dynamic simulation of a LAC™ plant for a load change scenario, where the plant is ramped down from 100% to a minimal load of 10%, kept constant for 1 h and 45 min and again ramped up to 100%. Both ramp-down and ramp-up are executed with a ramp rate of 3% of nominal load per minute.
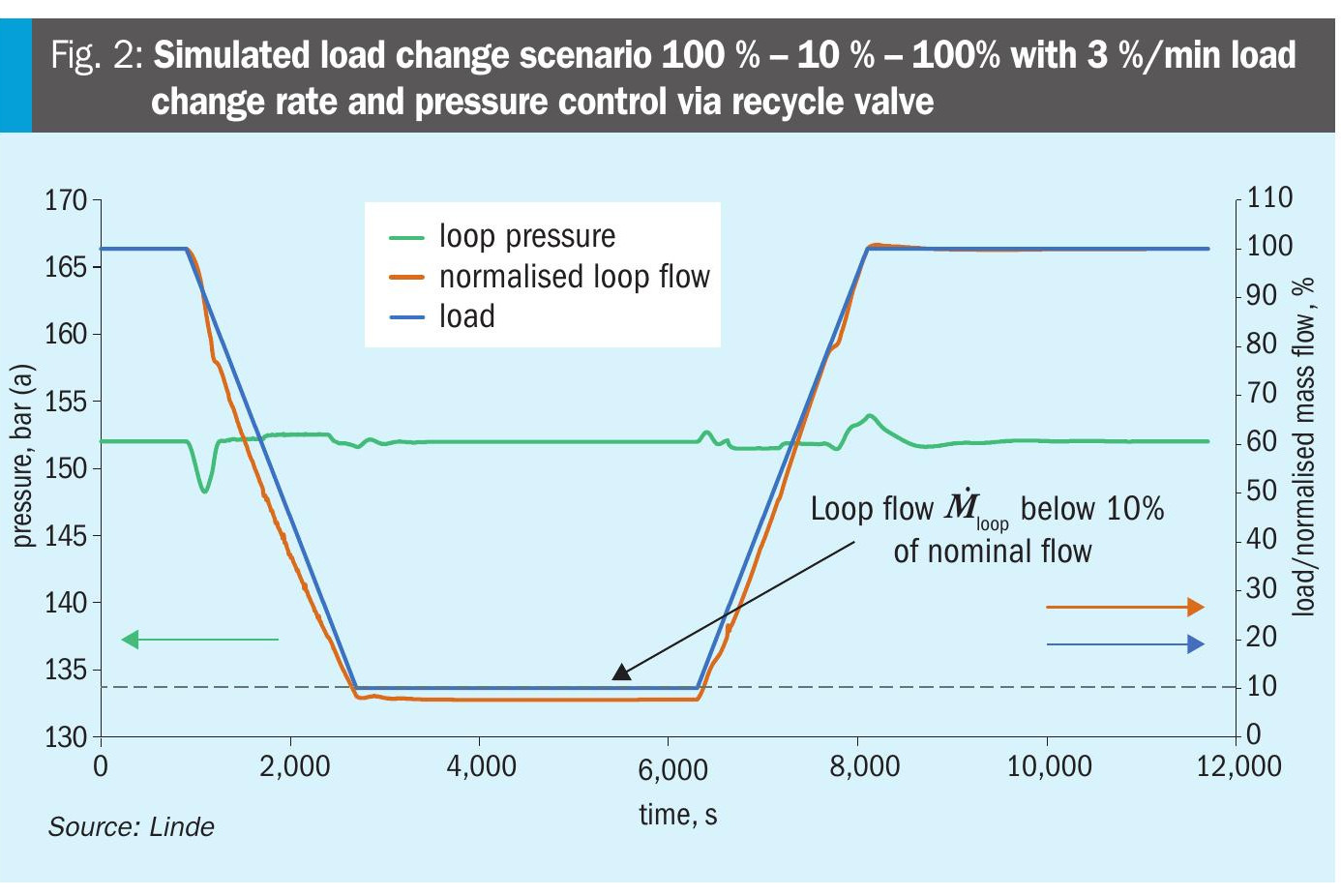
Throughout this load change scenario, the loop pressure, indicated by the green line (left y-axis), remains stable at the setpoint of 154 bar(a), with only negligible deviations observed. On the right y-axis, the plant load (blue line) and the loop mass flow, normalised to the value at 100% load (orange line), are depicted.
It can be seen that loop flow drops below 10% of the nominal flow during the low-load phase. This raises concerns regarding whether existing LAC™ plants are adequate for handling such low flows reliably. Furthermore, it is essential to closely monitor the converter performance over extended time periods, evaluating whether operating under these reduced flow conditions introduces any operational challenges.
Due to the lack of operational data at loads as low as 10%, detailed CFD studies are required to assess the converter performance at such low loads. These simulations help identify potential issues with flow, temperature, and equipment suitability under such low-flow conditions.
CFD studies of Casale converter
Among the critical units of an ammonia production plant, the synthesis converter plays a key role. Its operational reliability is essential, as any malfunction or process upset can result in significant economic losses. Casale has consistently maintained a leading position in the ammonia synthesis sector thanks to outstanding performances but also due to the proven robustness of its converter internals, with an unparalleled track record of zero mechanical failures or production disruptions.
In light of the significant challenges associated with operating under variable load conditions, Casale has undertaken an extensive CFD analysis campaign to characterise the converter’s behaviour at reduced plant load and cyclic conditions. The study encompassed a comprehensive evaluation of process, fluid-dynamic, and mechanical phenomena.
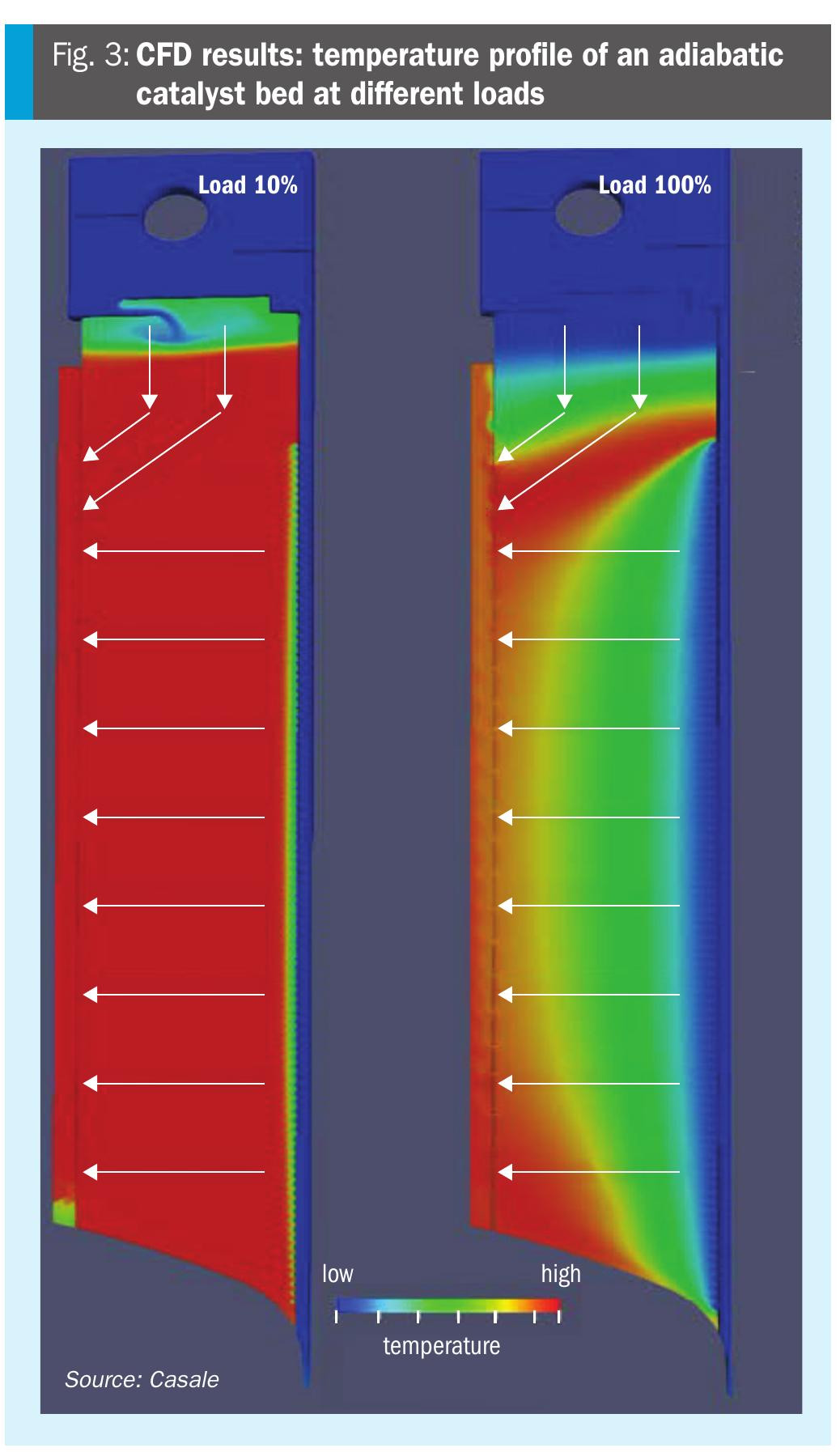
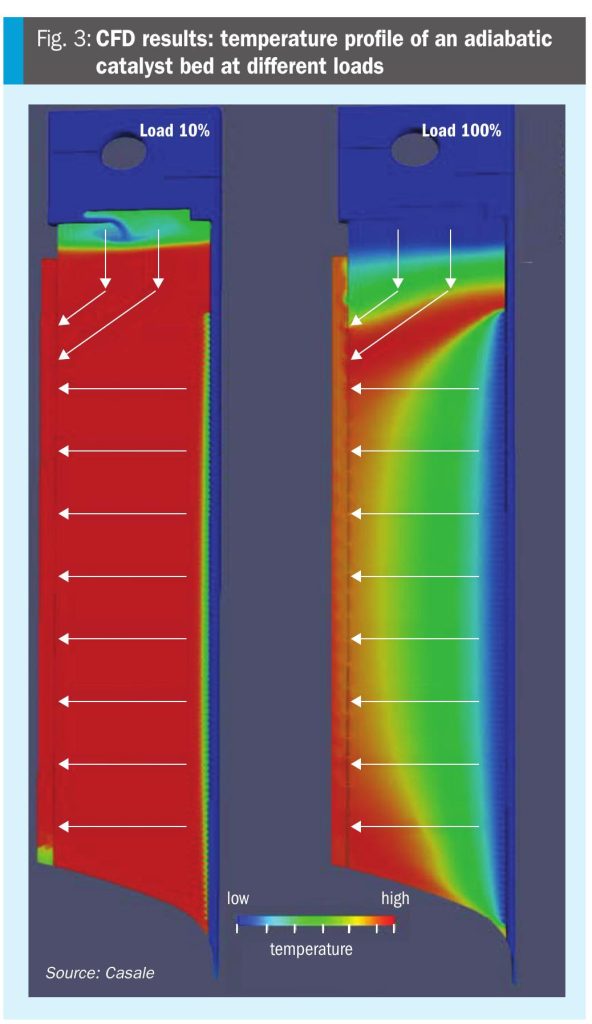
CFD analyses clearly showed that the reduction of plant load (flow rate through the converter) determines the rapid shift of the reaction towards the chemical equilibrium. This first result was easily anticipated since in these conditions the amount of ammonia to be synthesised is very small compared to the available amount of catalyst.
Interestingly, the analysis also revealed a uniform flow pattern within the catalyst bed, confirming reaction stability and the absence of maldistribution even at low load.
In green plants operating under cyclic conditions, temperature fluctuations can lead to fatigue. This phenomenon is driven by stress variations within the material, causing crack initiation and growth, and potentially leading to component failure at stress levels far below the material’s yield strength.
For the ammonia converter, the fluctuation of stress is induced by pressure and temperature fluctuations inside the converter connected to the variation in the plant load due to the variability of plant feedstock. To properly account for this effect Casale implemented a new assessment method that, based on the experience with assessment of static loads, introduced new steps of analysis to properly consider the new operating scenario.
Building on the results achieved and confident in the reliability of the methodologies, as well as in the overall engineering quality of the synthesis section and of the Casale converter in particular, the next step is to proceed with field testing.
Low-load test campaign
A low-load test campaign was conducted at an industrial Linde facility. The objective was to validate the simulation results and the pressure control mechanism, and to determine whether an existing LAC™ plant can effectively cope with the challenges associated with reduced flow conditions (less than 10% of nominal mass flow). This campaign also aimed to identify any unforeseen operational issues that might arise when the plant operates at low loads for more than 12 hours, a duration chosen to simulate a typical day-night cycle experienced in solar-dominated regions.
The selected facility operates as an inert-free LAC™ plant and does not have an automated pressure control system. However, the valve in the recirculation flow line is present in all LAC™ plants and can be adjusted manually by the operator. The primary objective is to maintain stable operation at 10% load and high pressure, rather than achieving rapid load change rates. In the following sections, the converter operating pressure and the converter performance during the low-load tests are presented and discussed.
Evaluation of converter operating pressure
Fig. 4 shows the operating pressure, the plant load and the recycle valve opening over time during the low-load test campaign. The plant load is ramped down from 100% to 13.5% and kept at this load for approximately 18 hours. Subsequently, the plant is further ramped down to 10% and maintained at this level for around 9 hours. In total, the plant was operated stably at low-load conditions for about 27 hours. During this period, the pressure remained relatively constant, with a maximum deviation of 10 bar (< 10% of operating pressure), achieved through manual adjustment of the valve in the recirculation line.
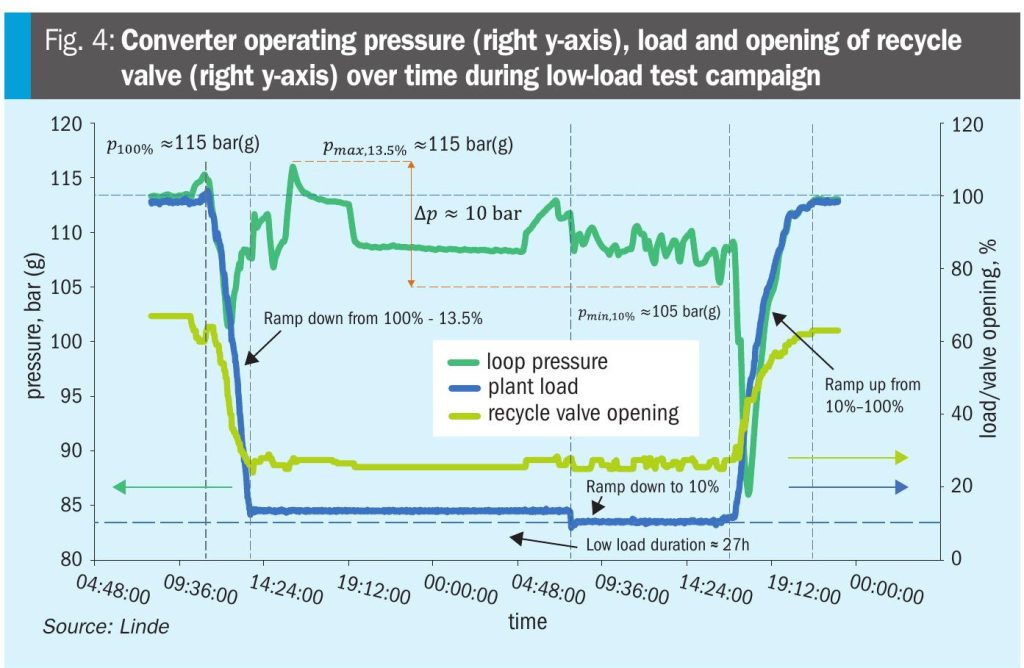
During load change periods, the valve in the recirculation line is closed (turn-down) and opened (turn-up) manually by the operator. This explains the observed pressure drops (up to 30 bar during turn-up) during load change periods. It should be emphasised that the load change velocities achieved in these tests are remarkable, especially given that all valve adjustments were performed manually. It is expected from Linde’s experience in plant operation and control that an automated PI controller or a more advanced control strategy could regulate the loop pressure with load change velocities up to 3 %/min, as indicated in Fig. 2.
Evaluation of converter behaviour
Fig. 5 shows the temperature measurements of the first catalyst bed over time during the low load test campaign. The temperature measurements in the middle and lower first bed are representative of the overall converter performance, as the other beds perform equally. The inlet temperature of bed 1 is controlled and kept constant throughout the low load test campaign. The temperatures in the middle and lower parts of the bed rapidly increase, and the variance of the measurements also decreases significantly. This observation confirms the results of the CFD study: the reaction quickly shifts towards equilibrium due to an excess of catalyst in relation to the reduced flow. Furthermore, the reduced variance in the measurements indicates a very homogeneous temperature field, confirming that no maldistribution occurs within the beds and that equilibrium is reached shortly after the gas enters the catalyst bed.
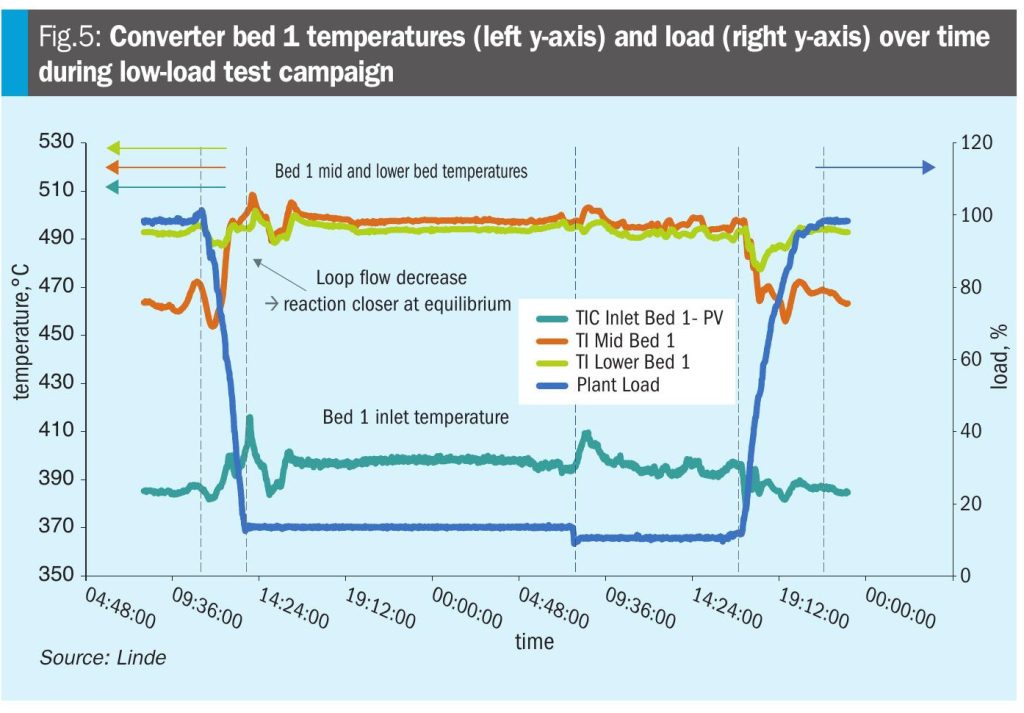
It is worth noting that no external heat was supplied during the whole duration of the test, confirming that the reaction in the Casale converter is fully stable and self sustaining, as predicted by the kinetic studies.
Given the presented results, it is clearly proven that an existing LAC™ plant equipped with a state-of-the-art Casale axial radial flow converter is capable of handling reduced flow conditions and can be operated stably at 10% load for a duration of 27 hours without significant pressure changes or any unforeseen operational challenges.
For new converters specifically designed for fluctuating loads, some changes have to be applied to the standard construction geometry of ammonia converter internals to increase fatigue life above the required targets and improve the reliability of the critical components. As a result, an enhanced configuration for ammonia converter internals has been defined that, while not changing radically the reliable design and construction solutions adopted for the traditional converters, makes it more robust and suitable for the operation in fluctuating load conditions introducing important improvements.
Summary
The low-load test at an existing Linde LAC™ plant with a Casale axial radial converter proved successful, showing stable operation at 10% load and high pressure without automated pressure control for approximately 27 h. No operational issues occurred, and experimental data confirmed CFD simulations, with reaction beds quickly reaching equilibrium and no catalyst bed maldistribution occurring. These results confirm the reliability and flexibility of Linde LAC™ plants under deep part-load conditions. No external heat input is necessary to sustain the reaction, even at minimum load and for indefinite time period. Furthermore, future green LAC™ plants will use automated pressure control systems to achieve faster load changes, up to 3% per minute.
References
- Fahr, S., Kender, R., Bohn, J. P., Rehfeldt, S., Peschel, A., & Klein, H.: “Dynamic simulation of a highly load-flexible Haber–Bosch plant“, International Journal of Hydrogen Energy, 102, 1231-1242 (2025).
- Zhang, C., Vasudevan, S., & Rangaiah, G. P.: “Plantwide control system design and performance evaluation for ammonia synthesis process”, Industrial & engineering chemistry research, 49(24), 12538-12547 (2010).
- Redaelli L., Deodato G., Cincera S.: “Impact of pressure and temperature variation due to intermittent renewable energy on pressure components in green ammonia facilities”, Nitrogen+Syngas Expoconference (2025).