

Sulphur 425 Jul-Aug 2026
13 July 2026
Enhanced decarbonisation of SRU gas facilities
DECARBONISATION
Enhanced decarbonisation of SRU gas facilities
Gas processing facilities are increasingly required to reduce industrial carbon footprint. A significant opportunity lies in recovering CO2 from tail-end gas streams that are typically routed to thermal oxidation. MAIRE Group presents an integrated recovery configuration combining cryogenic separation with pressure swing adsorption (PSA) to recover high purity CO2 and H2 from SRU/TGTU tail gas.
Tail gas treatment units (TGTUs) installed downstream of sulphur recovery units (SRUs) are designed to achieve stringent sulphur emission limits, while treated tail gas contains significant quantities of nitrogen and carbon dioxide (CO2), a few percent of hydrogen (H2), and trace amounts of residual sulphur compounds. Conventionally, this stream is routed to incineration, resulting in CO2 emissions and loss of hydrogen that nowadays might be a target for optimisation.
This paper presents an integrated recovery configuration combining cryogenic separation with pressure swing adsorption (PSA) to recover CO2 and H2 from SRU/TGTU tail gas, particularly in 100% oxygen SRU configurations where nitrogen dilution is absent. The process is fully electrified and self-refrigerated, requiring no external refrigerants or steam utilities.
Bulk CO2 separation is achieved via cryogenic condensation, followed by PSA polishing steps to maximise CO2 recovery and refine hydrogen to specification. Operational aspects related to impurity management, stability during transient conditions, and suitability for largescale sulphur recovery complexes are discussed.
SRU/TGTU tail gas characteristics
The evolution of SRUs
Sulphur recovery units are an essential part of sour gas processing and refining facilities, enabling the conversion of sulphur species contained in acid gases into elemental sulphur while meeting increasingly stringent environmental requirements.
The most widely adopted configuration is based on the modified Claus process, in which acid gas streams originating from amine regeneration and sour water stripping are processed using ambient air as the oxidant.
In conventional SRUs, atmospheric air supplies the oxygen required for the partial combustion of approximately one third of the H2S in a refractory-lined thermal reaction furnace. This controlled oxidation generates sulphur dioxide (SO2), which subsequently reacts with the remaining H2S to form elemental sulphur, both thermally and across downstream catalytic stages. The use of air results in significant dilution of the process gas with nitrogen, which passes inertly through the thermal section, the waste heat boiler, the catalytic converters, and the sulphur condensers.
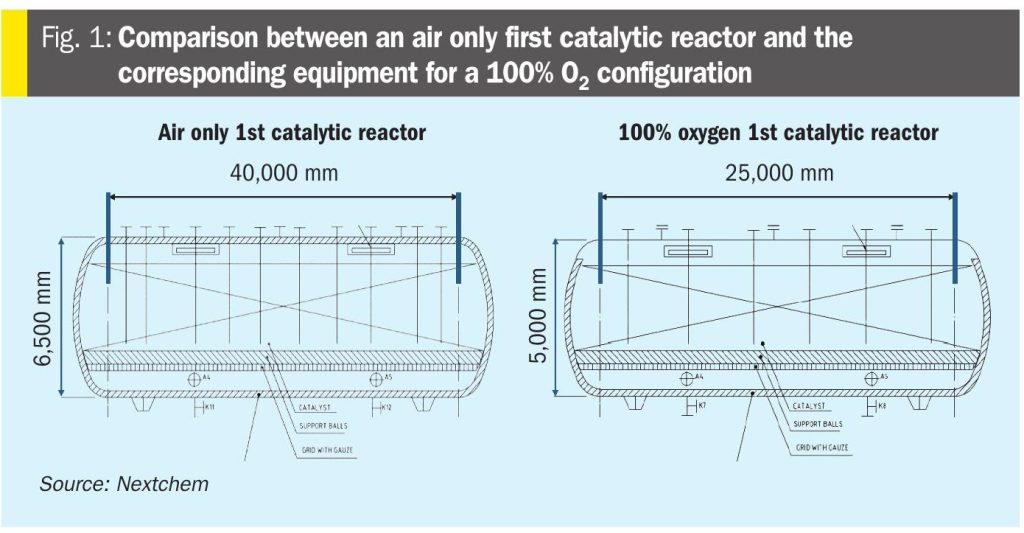
Air-based SRUs have demonstrated exceptional robustness and operability across a wide range of capacities and feed compositions. However, in markets targeting very large facilities, the high volumetric flowrates caused by nitrogen dilution often require multiple trains, larger equipment, higher pressure drops, and greater plot space, all of which can limit plant achievable capacity. In addition, the flame temperature in the thermal reactor is limited by the high concentration of nitrogen, making it challenging to process acid gas streams especially in case of very low H2S concentration or high levels of inert components such as CO2.
To overcome these limitations, the industry gradually introduced air enrichment with oxygen, initially as a revamping solution and later as a fully integrated design option.
Increasing the oxygen concentration in the combustion air reduces the fraction of inert gas entering the SRU, thereby enabling higher acid gas throughput, higher flame temperatures and improved thermal efficiency. It also increases reactant concentrations, which enhances reaction kinetics and sulphur conversion.
Moreover, the higher temperature achieved with enriched air improves oxidation control and enhances the destruction of ammonia, hydrocarbons, BTEX and cyanides, which are otherwise difficult to fully decompose in lean feeds.
Over time, air and oxygen enrichment techniques have become established as a practical and effective means of intensifying the SRU process. Today, oxygen-enriched SRUs are widely recognised as a key technology for capacity debottlenecking, plot-space-constrained installations, and advanced sulphur management schemes, bridging the gap between conventional air-based Claus units and 100% oxygen sulphur recovery systems.
These benefits enabled significant capacity increases within existing SRU hardware and improved handling of difficult feeds, while maintaining the fundamental Claus reaction chemistry.
This advantage becomes apparent when comparing equipment dimensions for air-based and 100% oxygen SRUs at the same capacity, where the size of the first catalytic reactor is much bigger in case of the air-based configuration as shown in Fig. 1.
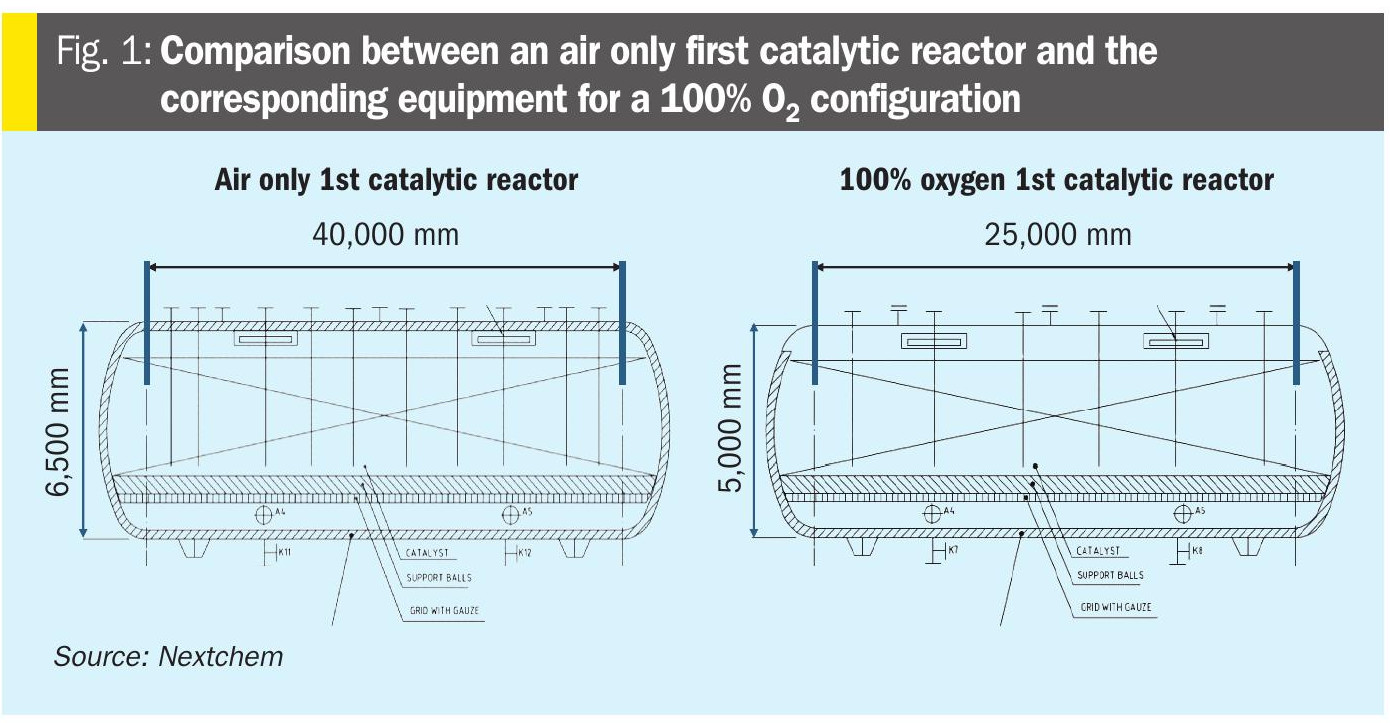
In such configurations, the tail gas treatment unit converts sulphur components to H2S, using hydrogen as a reducing agent, after which the gas is subsequently absorbed. Following sulphur compound conversion and absorption, the treated tail gas is composed mainly of CO2 and H2, together with minor inert components and trace sulphur species, which are typically incinerated through thermal oxidation.
Tail gas recovery opportunity
The opportunity to recover CO2 and H2 from SRU/TGTU tail gas offers the potential to reduce plant emissions, improve energy efficiency, and enhance overall sustainability, particularly in configurations based on 100% oxygen operation.
Following TGTU treatment, the tail gas typically contains carbon dioxide, hydrogen, small amounts of inert components, and residual sulphur species such as H2S, COS, and CS2.
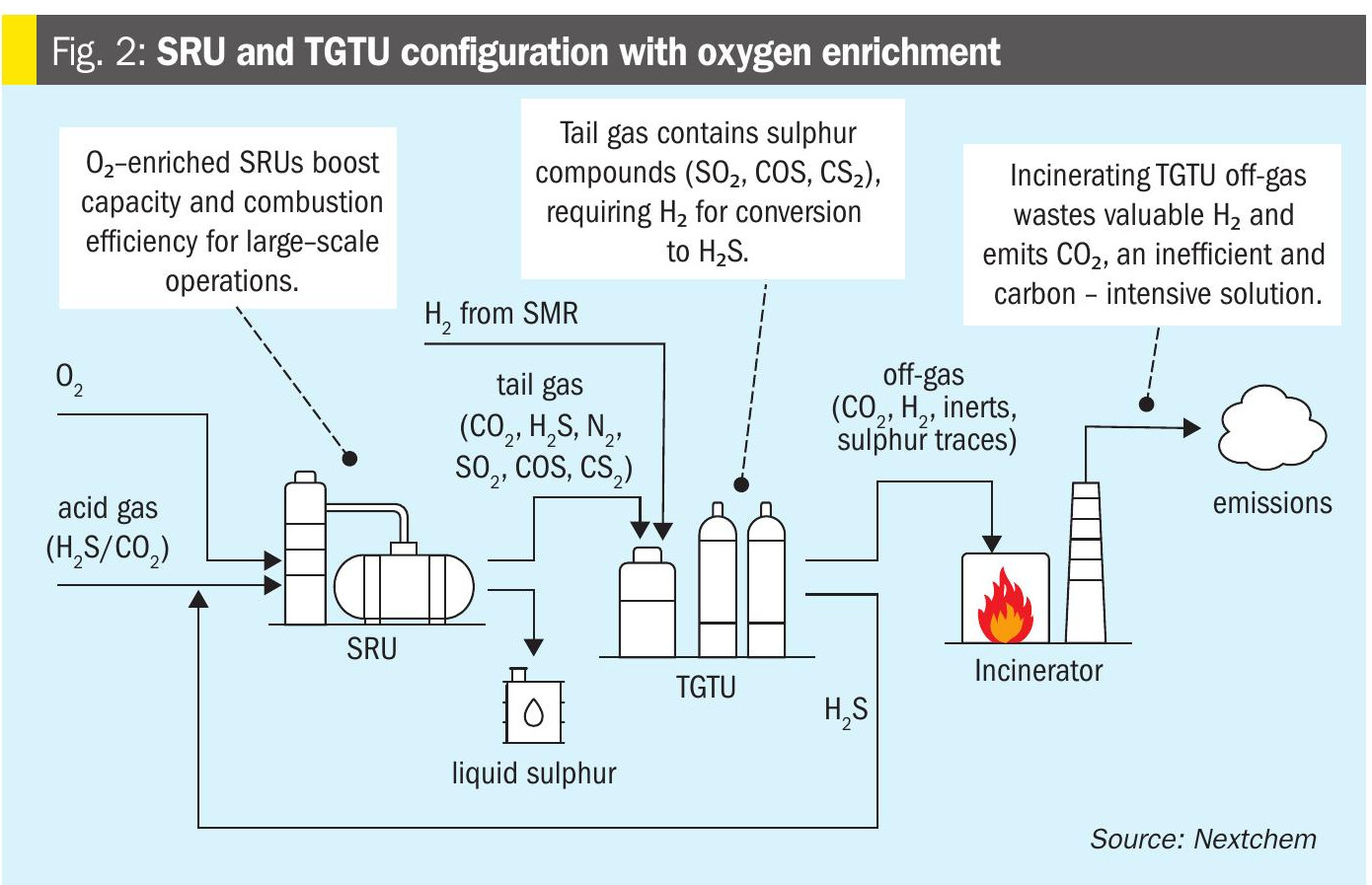
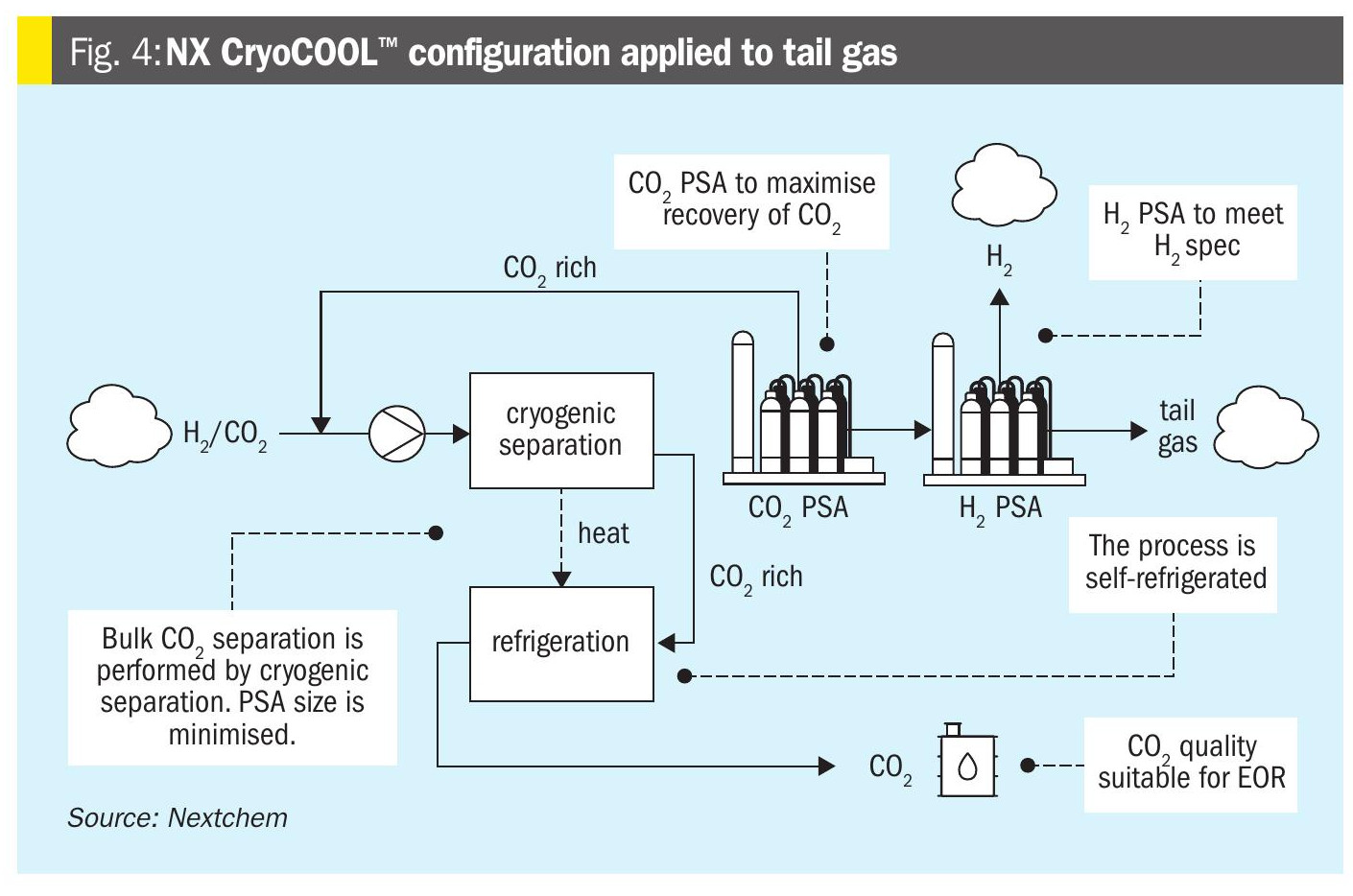
Nextchem has developed a novel process configuration, NX CryoCOOL™ shown in Fig. 3, with the aim of recovering hydrogen and recycling it back to the TGTU, while also producing CO2 at the quality required for enhanced oil recovery (EOR).
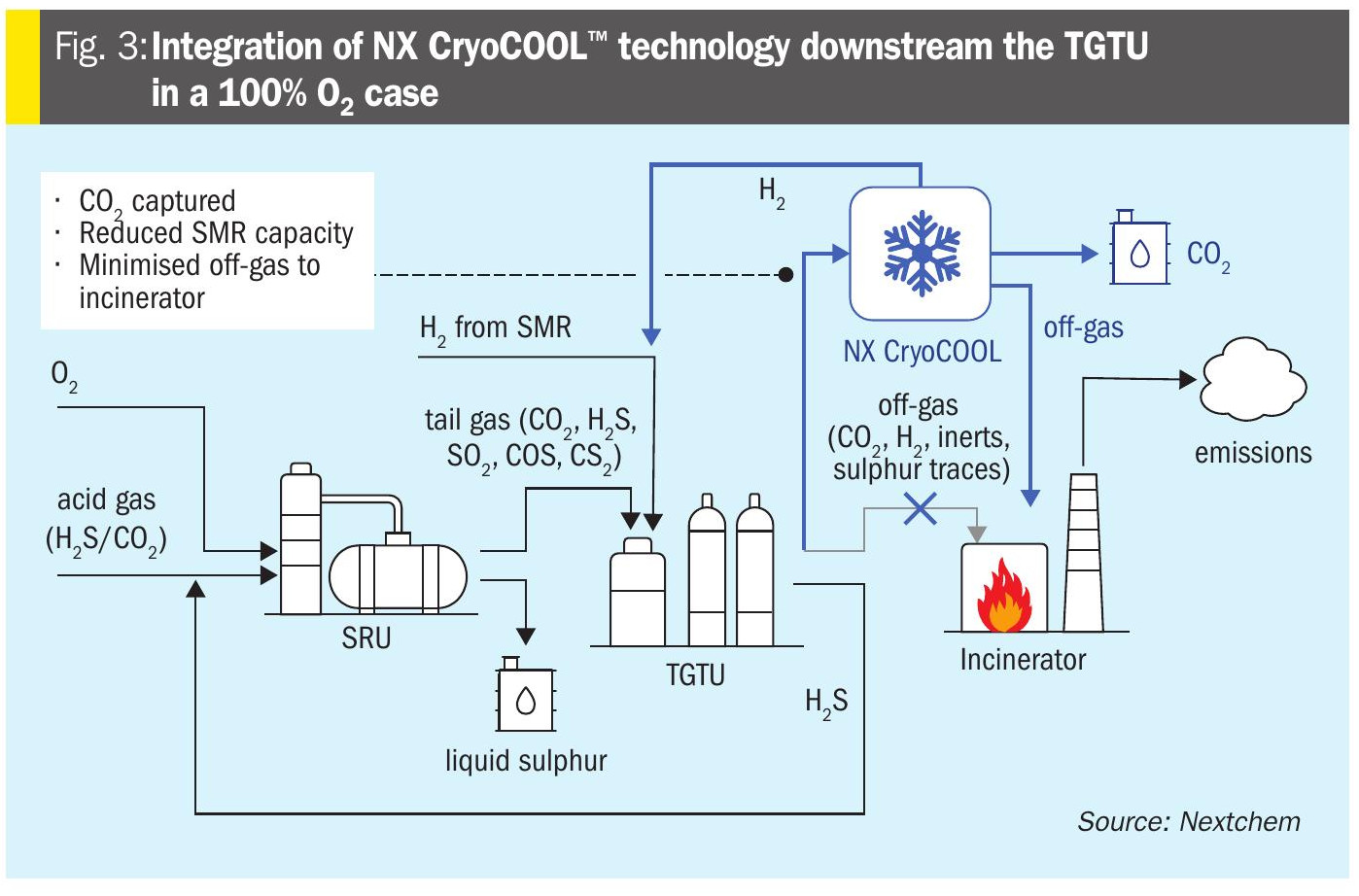
The system includes a cryogenic section to separate CO2 in liquid phase from the other molecules, followed by two adsorption steps in series.
The incondensable gases are separated in the cryogenic section and recycled to the first PSA unit, which is dedicated to CO2 recovery and maximising overall recovery by recycling the stream back to the tail gas compressor.
The stream purified of CO2 is then sent to the second conventional PSA, where hydrogen is refined and recovered.
Cryogenic CO2 separation
Downstream of the impurity management and dehydration section, the tail gas stream is compressed to reach the pressure conditions required for cryogenic processing. The compressed gas is then cooled, typically using a series of conventional multi-stream exchangers, to below the condensation point of carbon dioxide. This controlled cooling enables selective condensation of CO2 from the gas mixture, thereby ensuring bulk phase separation.
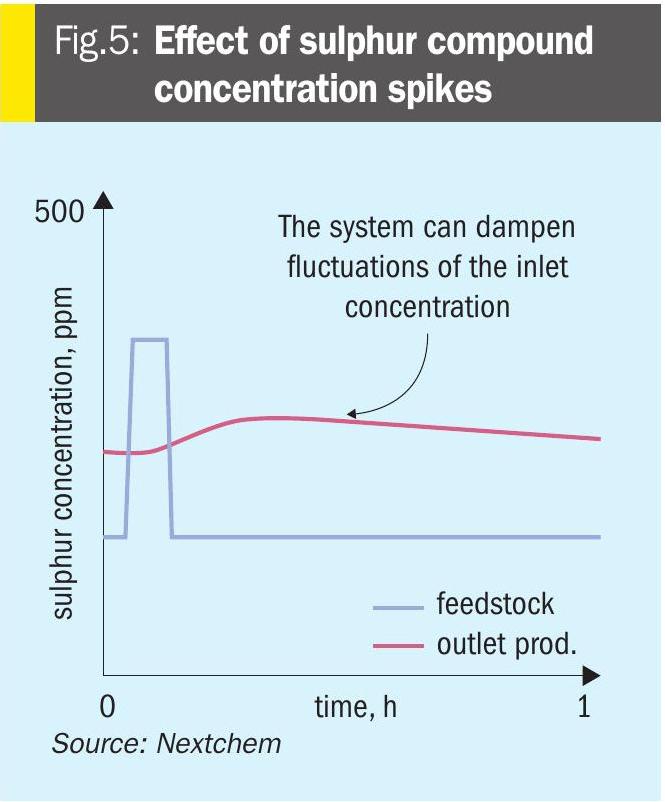
The resulting liquid CO2 is collected in a dedicated inventory drum, which acts as a process buffer to absorb transient fluctuations in sulphur compound concentrations or other contaminants. The liquid CO2 is subsequently revaporised and recirculated within the plant as a refrigerant medium, thereby maximising energy efficiency and minimising external cooling demand.
PSA polishing and hydrogen recovery
A key element in achieving effective CO2 separation together with a high recovery rate is the implementation of a CO2 pressure swing adsorption unit, which allows the uncondensed carbon dioxide to be recycled.
The downstream hydrogen PSA unit is designed to refine the residual gas to meet hydrogen purity requirements, enabling the recovered hydrogen to be reused within the sulphur recovery complex or elsewhere in the facility.
Impurity management and process stability
Process robustness is achieved through upstream contaminant removal, buffering via liquid CO2 inventory, and reduced PSA sensitivity.
The liquid CO2 inventory drum serves not only as a process buffer but also as an effective washing system, absorbing transient spikes in sulphur compound concentrations present in the feed gas. Because condensed liquid CO2 can solubilise and capture these contaminants, carryover into the liquid CO2 product is prevented. This buffering and washing action mitigates the risk of process instability and supports stable plant operation during both normal conditions and upset scenarios in which feed composition fluctuates unexpectedly.
EU taxonomy and LCA-based GHG performance
Context and taxonomy objective
The integrated CO2 and H2 recovery technology developed by Nextchem provides a pathway to progressively replace hydrogen produced via conventional natural gas-based steam reforming by recovering hydrogen from SRU tail gas. In the context of increasing climate related regulatory requirements, a general assessment was conducted against the EU Taxonomy Regulation, with specific reference to activity 3.10 “Manufacture of hydrogen,” under Commission Delegated Regulation (EU) 2021/2139.
A life cycle assessment (LCA) was performed with the primary objective of quantifying lifecycle greenhouse gas (GHG) emissions associated with hydrogen recovery from TGTU offgas and comparing them with those of a conventional hydrogen production unit. The LCA was conducted to verify compliance with the EU Taxonomy Substantial Contribution Criteria, which require lifecycle GHG emissions below 3 tCO2eq per tonne of H2.
The analysis presented in this article provides a consolidated basis for comparison and assesses the carbon footprint of the solution while also illustrating the potential benefits available to industrial operators.
Description (methodology and scope)
A cradle-to-gate life cycle assessment was performed by Nextchem in accordance with UNI EN ISO 14040/14044 and UNI EN ISO 14067 standards. The functional unit was defined as 1 kg of hydrogen, and the geographical scope was the United Arab Emirates.
The assessment compared two product systems:
• TGTU unit–H2/CO2 recovery, processing TGTU offgas that would otherwise be disposed of by direct combustion.
• HPU unit – hydrogen production unit, based on natural gas steam reforming.
The system boundary included upstream feedstock supply, electricity generation from the UAE national grid, steam and chilled water production, and treatment of byproducts. Downstream hydrogen transport and use were excluded, as these are common to both systems.
Key modelling aspects relevant for Taxonomy purposes include:
- an avoided emissions credit associated with diversion of TGTU offgas from combustion;
- a conservative treatment of recovered CO2 sent to EOR, assuming 30% permanent sequestration and the gradual rerelease of the remaining fraction over time.
- The use of open LCA software with Ecoinvent background datasets and the IPCC 2021 GWP100 impact assessment method.
Results and outcomes
The LCA results demonstrate a substantial reduction in lifecycle GHG emissions for hydrogen recovered via the new H2/CO2 recovery unit:
- New H2/CO2 recoveryunit: 9.8 kgCO2eq per kg H2, driven by the avoided combustion of TGTU offgas, which outweighs direct and indirect emissions.
- Unit HPU unit–conventional H2 production: 9.1 kgCO2eq per kg H2, dominated by direct CO2 emissions from natural gas-fired reforming.
The hydrogen recovered from TGTU tail gas therefore performs well below the EU Taxonomy threshold of 3 tCO2eq per tonne of H2, corresponding to a GHG performance improvement of more than 400% relative to the regulatory limit. On this basis, the activity was assessed as aligned with the EU Taxonomy Technical Screening Criteria for hydrogen manufacturing.
In addition, full displacement of the HPU unit with hydrogen recovered from TGTU tail gas would result in an overall GHG saving of approximately 200% at site level, primarily by avoiding natural gas consumption and the associated combustion emissions. These results confirm that integrating SRU/TGTU offgas recovery with cryogenic separation and PSA not only delivers operational benefits but also provides a robust, taxonomy aligned decarbonisation pathway for large sulphur recovery complexes.
Conclusions
SRU/TGTU tail gas contains significant quantities of CO2 and hydrogen that are commonly lost through incineration.
The integrated cryogenic and PSA-based configuration provided by Nextchem enables effective recovery of these components while maintaining operational robustness. Main advantages are summarised below:
- 99% CO2 recovery;
- no need for external refrigerants or equipment other than the TGTU offgas compressor;
- controlled sulphur content in the CO2 stream;
- >80%H2 recovery
- 20/25% reduction in SMR size and fuel gas consumption;
- 92% reduction in offgas to incinerator
- Low opex and electricity consumption below 175 kWh/tw.
This recovery configuration is well suited to large oxygen-enriched SRU complexes where tail gas flow rates and composition justify cryogenic separation. Integration with SRU and TGTU design is essential to optimise pressure levels, hydrogen balance, and impurity control.
References


