Nitrogen+Syngas 401 May-Jun 2026
27 May 2026
Optimised catalyst design for secondary reformers
Written by Timothy O’connell & Mileta Babović & Mikael Carlsson & Jumal Shah (johnson Matthey Davy Technologies Plc)
AMMONIA CATALYST
Optimised catalyst design for secondary reformers
In ammonia plants, the secondary reformer is vital for maximising the conversion of the hydrocarbon feed into syngas under high-temperature, high-stress conditions using a nickel-based catalyst. To improve sustainability and reduce costs amid persistently volatile nickel prices and supply, this article presents an innovative nickel catalyst for secondary reformers that lowers catalyst refill costs, aids reliability and reduces environmental impact.
Timothy O’Connell, Mileta Babovic, Mikael Carlsson, Jumal Shah (Johnson Matthey Davy Technologies plc)
Secondary reformer overview
A typical secondary reformer configuration is shown in Fig. 1.
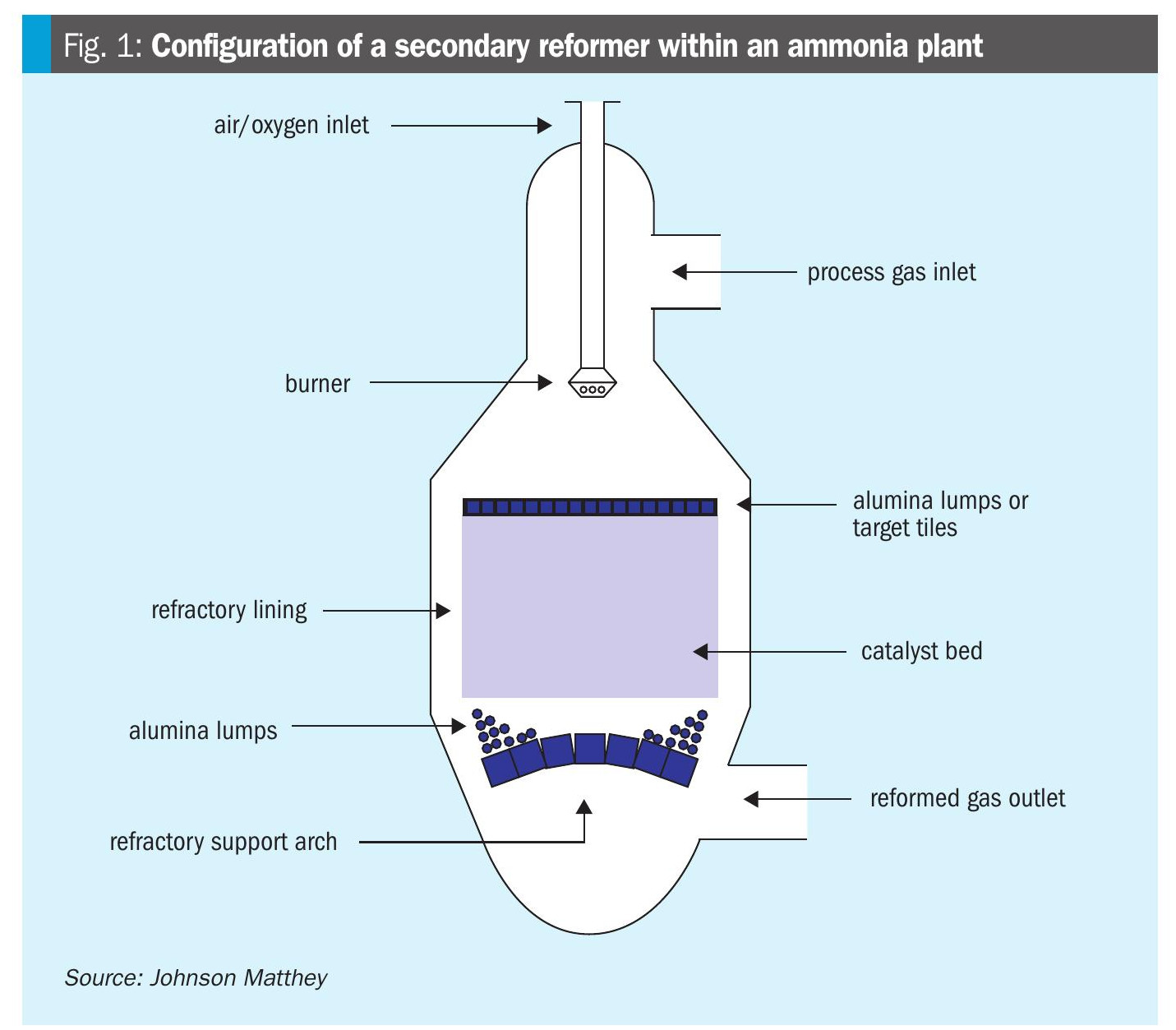
A burner admits process gas and air to a combustion zone above the catalyst bed, where temperatures of approximately 1,000 to 1,300°C are observed. As gases pass through the bed, endothermic steam reforming (CH4 + H2O ⇌ CO + 3H2 ) and associated reactions proceed; outlet temperatures typically range from 950 to 1,050°C. The catalyst bed is supported on alumina materials over a refractory arch, and the bed top is protected by hold-down layers (e.g., target tiles, inert lumps or large active shapes) that also function as a heat shield.
Conventional catalysts
Conventional secondary reformer catalysts consist of a porous ceramic pellet with the active catalyst metal dispersed throughout the full cross-section. Nickel is the preferred active metal in most secondary reformer catalysts due to its favourable cost and activity profile.
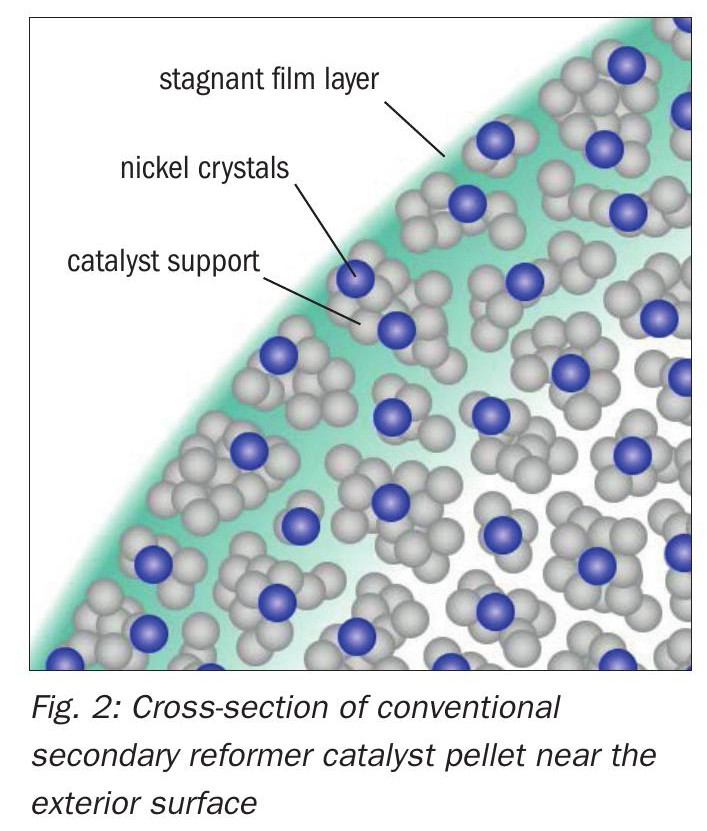
At the catalyst pellet exterior, the reactant molecules reach the active nickel surface easily, where they are quickly adsorbed and undergo rapid chemical transformation to generate CO and H2. However, under the high operating temperatures of the secondary reformer, diffusion of the reactant gas molecules is slow through the thin gas film enveloping the catalyst. Further diffusion through the intricate network of catalyst pores is also slow, which restricts access to nickel sites towards the core of the catalyst pellet. Hence, most of the reaction occurs at or near the outer catalyst surface and a large fraction of the interior nickel is under-utilised. Fig. 2 depicts a conventional catalyst pellet showing high reaction rates near the outer surface and diminished utilisation of the active metal towards the core.
Recent demand and supply factors have caused significant variation in nickel price (Fig. 3). Further disruptions for nickel supply are expected (mine closures, fluctuations in licensing and weather-related impacts on mine outs) raising concerns about nickel price volatility in the near term.
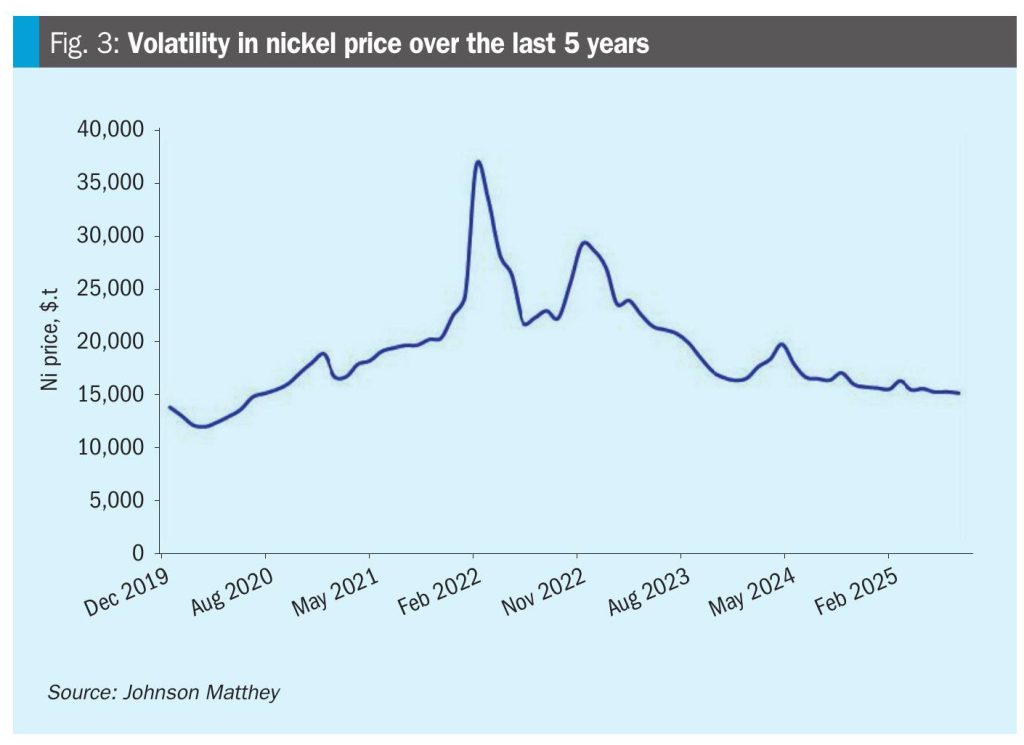
The use of nickel for electric vehicles, geopolitical vulnerabilities and environmental constraints, also raise concerns for the longer availability and cost of nickel, thus encouraging developments for secondary reformer catalyst designs.
Advanced nickel distribution for improved utilisation
Johnson Matthey is a leader in reforming catalysts with more than 90 years of catalyst development experience. Leveraging leading research and manufacturing expertise, Johnson Matthey has developed a catalyst that concentrate nickel toward the outer surface of the ceramic support, maximising the dispersion of nickel in the internal mass transfer layer of the pellet.
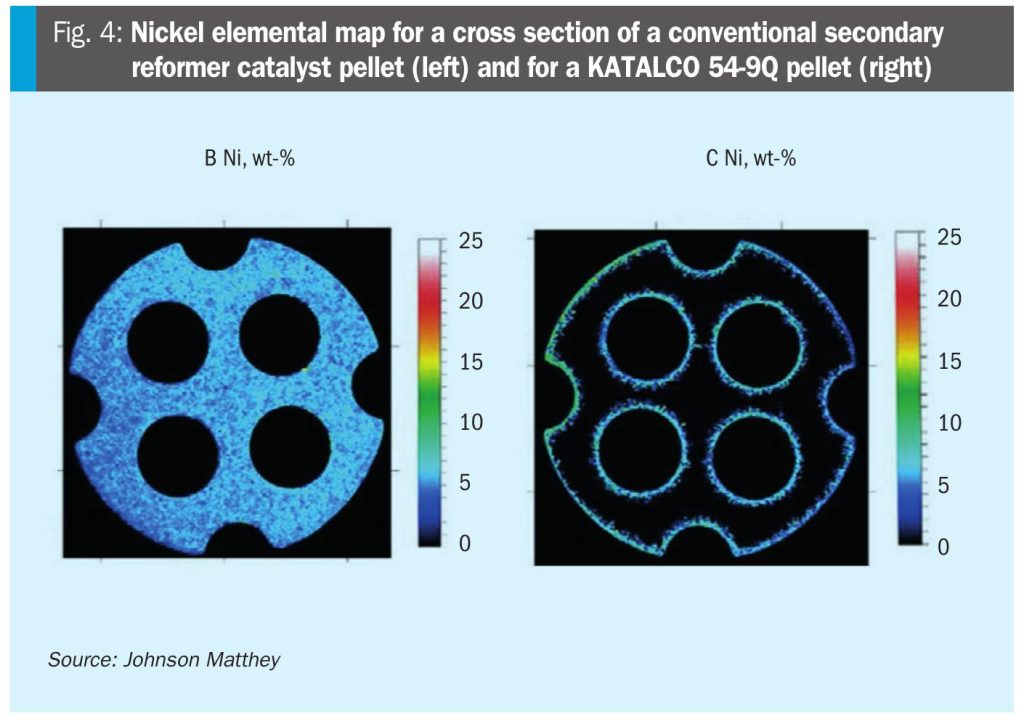
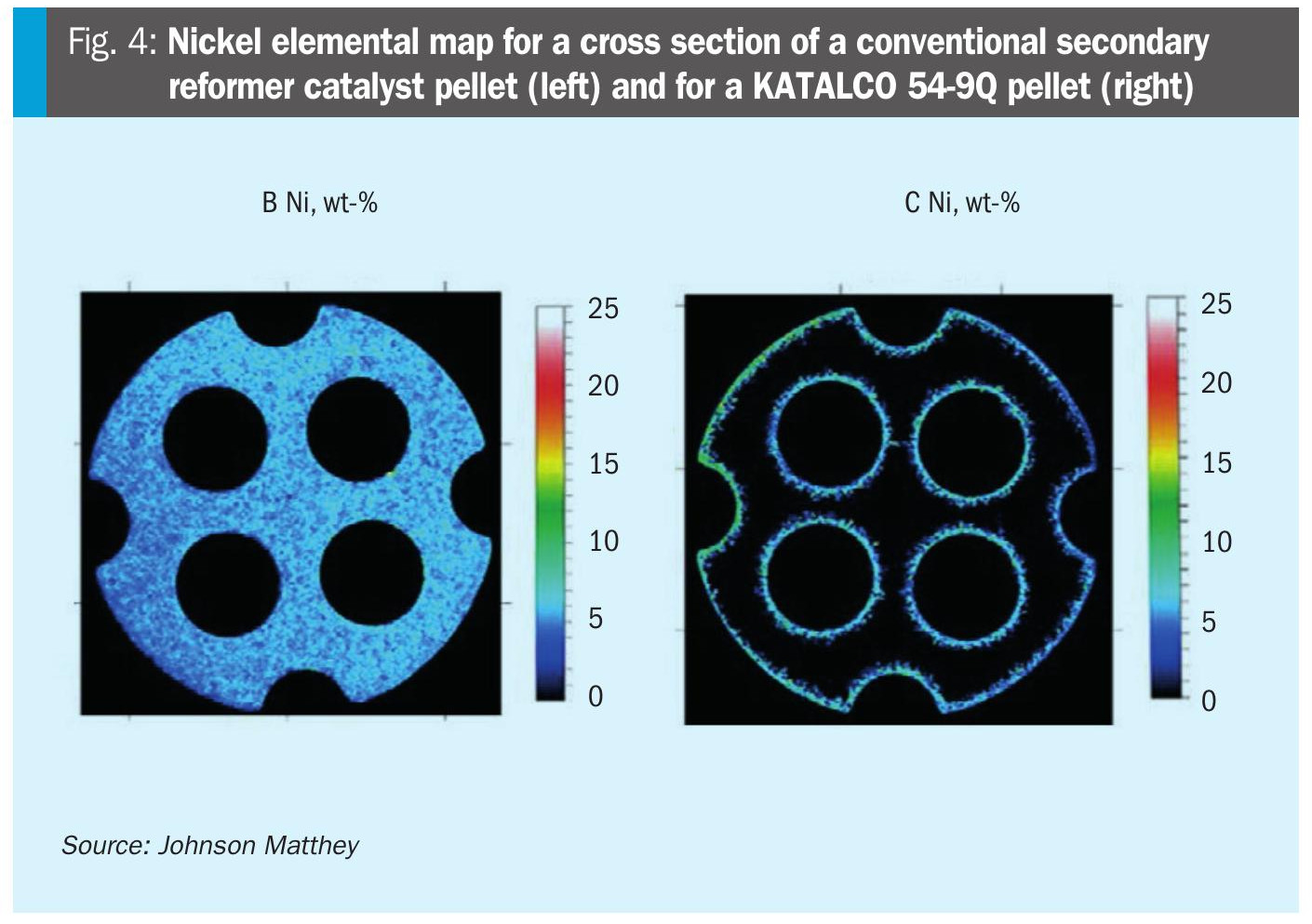
Fig. 4 compares elemental maps of nickel in conventional and Johnson Matthey’s next generation of catalyst for secondary reformers. On the left is a representation of a conventional catalyst in which nickel is evenly distributed throughout the entire catalyst structure. In contrast, KATALCO™ 54-9Q uses advanced manufacturing process to engineer an optimal distribution nickel. By concentrating the nickel in the mass transfer zone of the pellet, KATALCO 54-9Q is 30% higher activity than conventional catalysts and is a more sustainable catalyst for the future.
Improving reliability
Secondary reformers operate at high temperature and have high gas velocities. Thus, two of the main issues commonly encountered in these units are alumina vaporisation and bed movement.
Alumina vaporisation of the catalyst or hold down material can occur within secondary reformers due to the extreme temperatures. Using plant data, Johnson Matthey have developed models to simulate alumina volatilisation for both α-alumina and calcium aluminate (Fig. 5). The model calculates vaporisation of alumina from the catalyst dependent on the saturated vapour pressure of alumina dependent on the temperature of the reactor. These models can be used to optimise the loading arrangements and define the optimal loading of target tiles, active hold-down and catalysts for a secondary reformer.
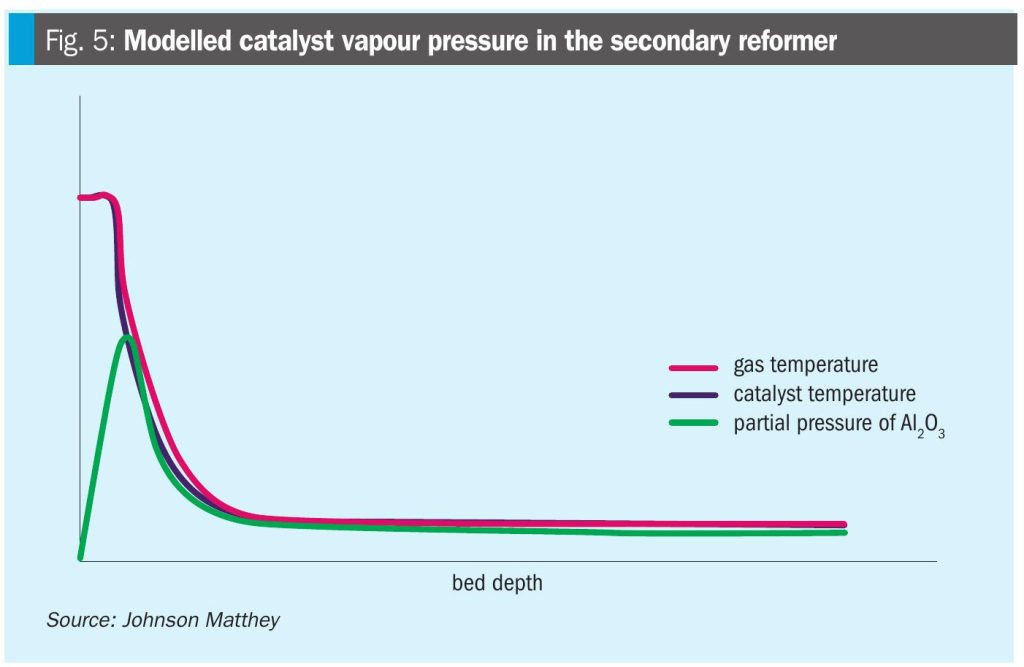
As the temperature of the catalyst bed declines down the length of the reactor, the level of alumina vaporisation similarly declines. The peak of alumina vaporisation occurs within the first 10% of the length of the secondary reformer catalyst bed. Further down the bed, at about 25% of the length of the secondary reformer bed the saturated vapour pressure of alumina reduces to a lower level and remains saturated at this level for the remainder of the bed.
Vaporised alumina will condense in cooler sections of the bed, leading to an increase in pressure drop and/or channelling issues, which may in turn impact production rates. Additionally, during discharge, catalyst can be agglomerated together and can be difficult to remove.
Plants can encounter issues with volatilisation, particularly due to burner design issues, poor maintenance of the burner or if the plant is operating above design rates. For such plants the increased activity of KATALCO 54-9Q relative to conventional catalysts enables a reduction in the main catalyst bed volume, thus increasing the distance between the burner and the catalyst bed. This allows the installation of additional heat shields or active hold-downs, such as KATALCO 23-8EQ, which are specifically designed to mitigate volatilisation issues.
In a similar way, KATALCO 54-9Q can also support units suffering from bed movement issues. High gas velocities at the top of the bed, can lead to movement of catalyst pellets and hold-down material. Milling of the catalyst leads to attrition and is another mechanism by which the pressure drop can rapidly increase in secondary reformer. Again, by reducing the fill volume using KATALCO 54-9Q, the bed can be moved below turbulent flow locations and/or the installation of additional hold-down can be enabled.
Extending changeout cycles
For a large-scale ammonia plant, the volume of secondary reformer catalyst can be more than 40 m3 and the cost to changeout the catalyst can be in the order of $700-800k. The higher activity of KATALCO 54-9Q enables a bed to operate close to equilibrium for longer. Where KATALCO 54-9Q enables a plant to move from a four year changeout cycle to an eight year changeout period, an operator can save the equivalent of $70-80k/year.
In plants operating at their design limits, KATALCO 54-9Q can alternatively be used to establish a skimming schedule. By only changing out the upper layers or a catalyst bed and deferring the changeout of lower sections to the next turnaround, operators can save in the order of $40-50k/year in catalyst costs.
Summary
Secondary reformers play a critical role in converting hydrocarbons into syngas, operating under extreme conditions that demand durable nickel-based catalysts. However, volatility in global nickel prices and sustainability concerns have driven innovation in catalyst design.
This study introduces KATALCO 54-9Q, an advanced catalyst engineered to concentrate nickel near the outer surface of the pellet, improving mass transfer efficiency and achieving 30% higher activity compared to conventional catalysts. The design reduces nickel consumption, enhances performance, and supports sustainability goals.
Key benefits include:
- Improved hydrogen yield because of lower methane slip using KATALCO 54-9Q over previous generation KATALCO 54-8Q catalyst.
- Reduced global demand for nickel, reducing the emissions contribution from mining and processing.
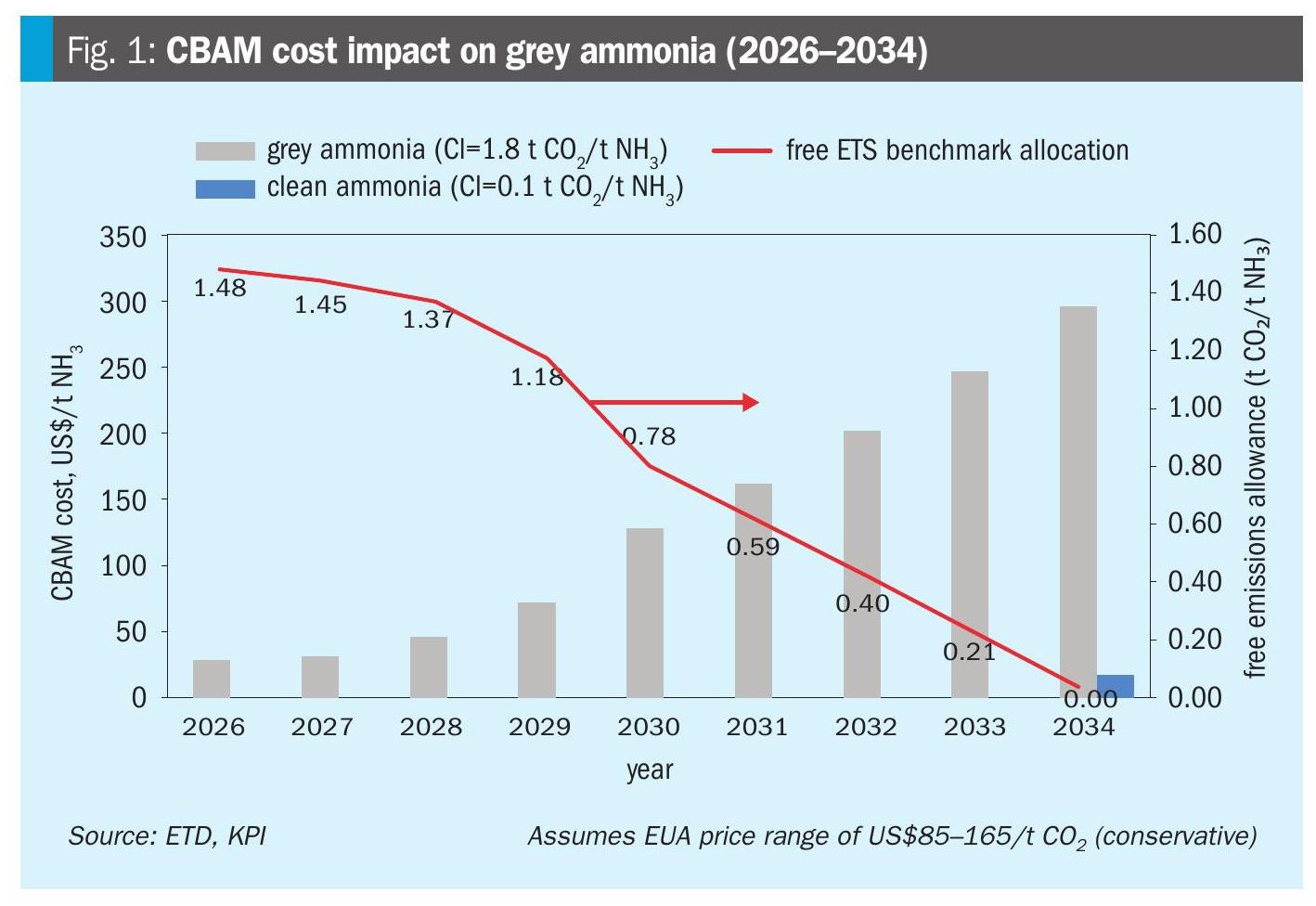
- Less recycling of methane within the plant, delivering efficiency savings against EU Emissions Trading Scheme (ETS) or the Carbon Border Adjustment Mechanism (CBAM) levies in Europe.
KATALCO 54-9Q is Johnson Matthey’s latest new development in reforming catalyst technology, maintaining Johnson Matthey’s leadership in catalyst innovation and demonstrates that specific material optimisation delivers against both the economic and sustainability challenges faced by modern ammonia plant operators.
References