Sulphur 424 May-Jun 2026

26 May 2026
Turning sour gas into hydrogen
SOUR GAS PROCESSING
Turning sour gas into hydrogen
West Texas piloting facility.
Thiozen Inc. has piloted a patented thermochemical process that removes hydrogen sulphide from sour gas while converting it into hydrogen. The company’s iodine-based cycle regenerates the absorbent and can produce high-purity hydrogen at potentially competitive costs and low emissions. Ryan Gillis of Thiozen positions the technology as a promising way to turn a difficult waste stream from oil and gas operations into a valuable product stream.
Sour problems: Hydrogen sulphide and hydrogen
The challenges posed by increasingly sour resources, and the economics of developing them, are well known. As easily processed “sweet” reserves are depleted, global production is becoming increasingly sour, or sulphur rich. At the same time, global energy demand has continued to grow on the back of population expansion and economic development.
In contrast to noxious hydrogen sulphide, hydrogen gas, which is odourless and invisible to the naked eye, presents a different set of challenges. As a critical feedstock for the production of fuels, fertilizers, and many other essential commodities and products, hydrogen plays an indispensable role in modern industry. At the same time, hydrogen produced through conventional methods accounts for a substantial share of the cost of many industrial chemicals and is highly emissions-intensive, generating both criteria pollutants and greenhouse gases, often releasing around ten times its own mass in greenhouse gases during production. Despite decades of research and significant investment, lower-emission hydrogen production technologies, including water electrolysis, have struggled to compete and remain limited at scale in the market. In practice, alternatives that cannot match conventional production on price have not proven to be true alternatives.
Two molecules, one unavoidably ubiquitous and one scarce but absolutely necessary, both in need of a new approach.
Sweet solutions: Iodine thermochemical cycles
Thiozen Inc., an MIT-founded startup based in Pasadena, CA, is working to solve both of these challenges at the same time. Thiozen has developed and piloted a patented thermochemical cycle that simultaneously removes H2S and produces hydrogen gas. The process uses an iodine-containing solution that reacts with H2S, selectively removing it from sour process streams. The iodine solution is then regenerated in a catalytic reactor, where hydrogen is produced. The result is a closed-loop system that converts a hazardous waste stream into a valuable product.
Of course, in both gas processing and hydrogen production, economics are the number one consideration. Thiozen’s hydrogen is unique in that third party technoeconomic studies show a cost below $1.50/t H2, comparable in some regions to conventional fossil fuel derived hydrogen, with emissions between 0.05 and 1.4 t CO2 /t H2. These emissions are in line with the best green and blue hydrogen technologies, while, most importantly, being only a fraction of the price.
This new technical capability to produce hydrogen gas from hydrogen sulphide represents an exciting opportunity for oil and gas producers. A representative of one of the largest global refiners explains, “Hydrogen sulphide-rich process streams are typically more a liability than an asset, but technologies that extract value from them could boost the efficiency of our energy production facilities. The potential gains are substantial.”
To date, because of the difficulty of in-field piloting in downstream locations, Thiozen has focused on sour natural gas processing, piloting at a location where they have demonstrated the removal of 1.5% hydrogen sulphide from natural gas to below local pipeline specifications (<4 ppm) along with the production of higher than 98% purity hydrogen. Additionally, with an eye to eventual downstream refinery and petrochemical applications, Thiozen has also tested synthetic process streams containing 50% hydrogen sulphide.
How it works
The Thiozen process works by alternating an iodine rich-process stream between an absorption and regeneration unit. The process stream is termed “rich” exiting the absorber and “lean” after regeneration (Fig. 1).
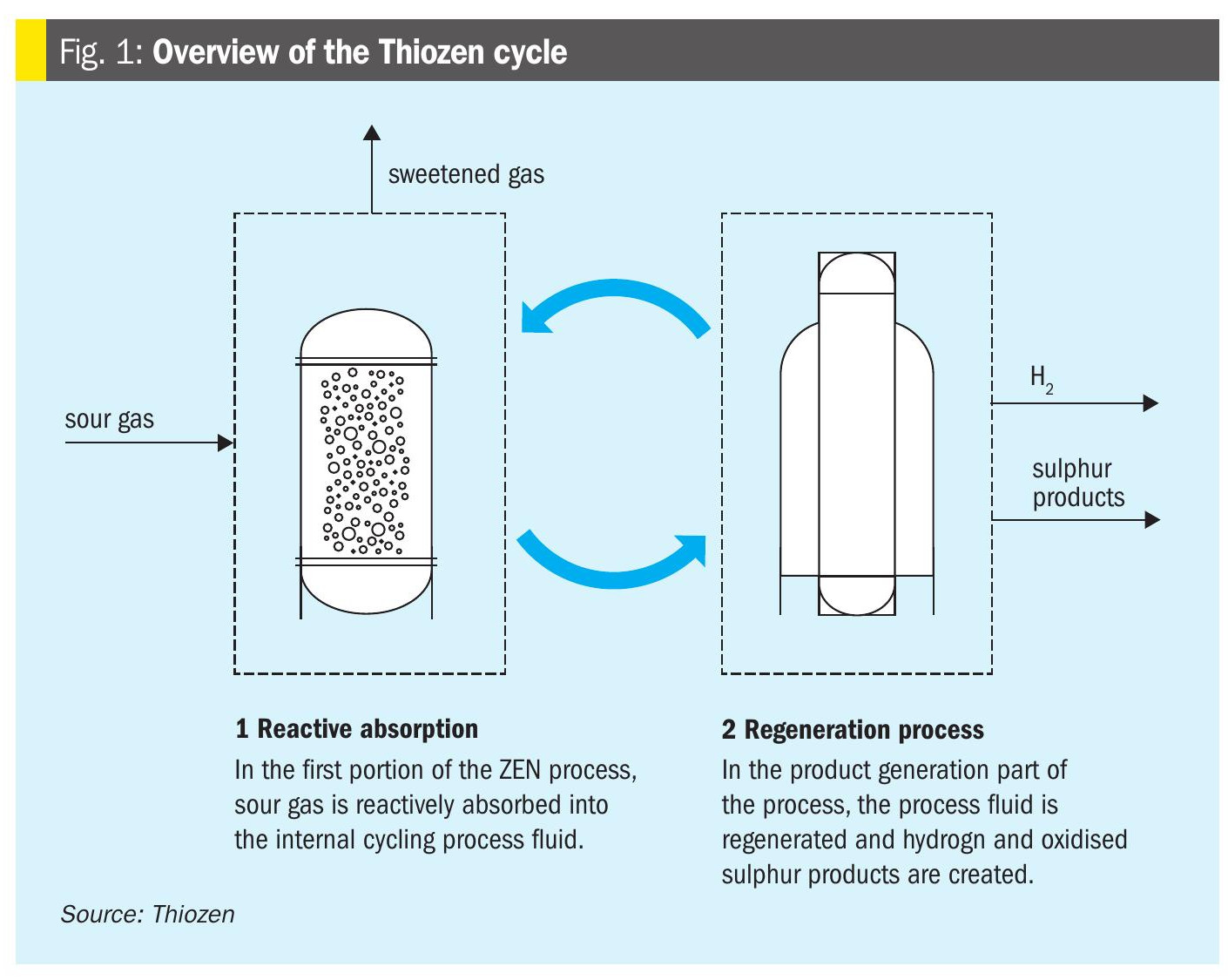
Beginning with the absorber, hydrogen sulphide contacts iodine dissolved in the lean aqueous process stream and reacts to form hydroiodic acid and, at the correct temperature, pressure and composition conditions, dissolved sulphur dioxide. Notably, this chemical reaction represents not just a decomposition of the hydrogen sulphide as would typically be expected, but a reformation (also involving water). Details on this surprising chemistry can be seen in academic literature from the American Chemical Society.
The now rich stream then moves to the regeneration section, where first dissolved sulphur dioxide is degassed from the principle process stream at an elevated temperature. The remaining process stream is then further heated and hydriodic acid is catalytically decomposed to form hydrogen gas and iodine.
In a final step, the now lean process stream is cooled and the hydrogen gas is separated from the condensing components which are in turn recycled to the absorption side of the system to begin the cycle anew. Additional technical information can be found in public patent literature (PCT US19/13018) and technical presentations (for example in the records of the Laurance Reid Gas Conditioning Conference).
Thiozen simplified
As Thiozen has worked in upstream and distributed natural gas processing settings, a variant of the technology has emerged. In these applications, effective use of hydrogen gas is often not practical. Because the thermo-catalytic production of hydrogen dominates the capital and operating costs of the system, sites where hydrogen has limited value are not well served by the original configuration. In response to feedback from these customers, Thiozen has developed a variant that forgoes hydrogen production and instead uses exposure to oxygen as the regeneration method. This enables substantially lower-cost operating conditions and equipment, while still removing hydrogen sulphide from the gas stream. In these systems, elemental sulphur is the preferred sulphur product, recovered using more conventional settling and filtration equipment.
In this configuration, the system is a form of liquid redox technology in which iodine, rather than chelated iron, serves as the regenerable absorbent. In the context of higher sulphur prices, this approach may offer an advantage, as iodine is easier to separate and vaporise than iron chelates, potentially enabling a cleaner sulphur product stream.