Sulphur 424 May-Jun 2026
26 May 2026
Intensified sulphur recovery via water electrolysis
SOUR GAS PROCESSING
Intensified sulphur recovery via water electrolysis
Rising hydrogen sulphide levels from souring reservoirs and high-sulphur crude oils are turning sulphur recovery units into major throughput bottlenecks in both gas plants and refineries. Filip Čejka of Bryan Research & Engineering presents oxygen enrichment as a practical debottlenecking strategy, with water electrolysis – especially alkaline water electrolysis and, to a lesser extent, solid oxide electrolysis – offering promising oxygen supply options.
As hydrocarbon production increasingly shifts toward deep and high-temperature reservoirs, gas souring has become a common operational constraint. In large fields such as Tengiz, Kashagan, and Galkynysh, reservoir conditions promote thermochemical sulphate reduction (TSR) (Worden, L. Jiang & R. H., 2018), typically at temperatures above 140°C (Machel, 2001). Under these conditions, hydrocarbons react with sulphate minerals to form hydrogen sulphide (H2S), leading to progressively sour production streams.
Reported H2S concentrations in such developments can reach significant levels, with values on the order of 16 to 19 vol-% in parts of the Caspian region (Moscatello, Ledda, Chiara, Gerboni, & Carpignano, 2022). This increase in acid gas content directly impacts surface processing facilities, particularly the sulphur recovery unit (SRU).
A similar effect is observed in crude oil systems, where increasing H2S and organic sulphur species leads to progressively sour crude streams and higher acid gas generation during processing. For refineries, this results in increased loading on amine gas treating systems and downstream sulphur recovery units, directly affecting both operating costs and processing flexibility. The design and capacity limitations of amine systems and sulphur recovery units are well established as key constraints in refinery gas treating operations, particularly under high-sulphur crude slates (Kohl & Nielsen, 1997; Gary, Handwerk & Kaiser, 2007). In parallel, stricter environmental regulations on sulphur emissions further intensify the dependence of refinery throughput on sulphur handling capacity, making SRU/ TGTU performance a limiting factor for overall refinery operation (Speight, 2014; IPCC, 2006).
In both gas production and crude refining systems, increasing H2S and sulphur content fundamentally shift processing from being hydrocarbon-limited to sulphur-handling-limited. As reservoirs become more sour due to TSR and crude streams carrying higher sulphur loads, processing facilities face escalating challenges in acid gas removal, sulphur recovery, and emissions control. For gas plants, this manifests as direct constraints on throughput imposed by SRU and TGTU capacity, while in refineries, higher sulphur crudes intensify loading on amine systems and downstream sulphur management infrastructure.
Consequently, sulphur recovery systems no longer function as ancillary units but as critical bottlenecks that govern overall plant operability, capacity, and environmental compliance. Addressing these constraints requires not only increased sulphur processing capacity but also more flexible and resilient system designs capable of accommodating rising acid gas volumes across both upstream and downstream operations.
Oxygen enrichment as a debottlenecking strategy
To address SRU capacity limitations without the need for additional parallel trains, oxygen enrichment has been widely considered as a debottlenecking option. By replacing part or all of the nitrogen ballast present in atmospheric air with oxygen, the volumetric load through the thermal and catalytic sections of the SRU can be reduced.
The primary effect of oxygen enrichment is a reduction in inert nitrogen entering the Claus furnace. Since nitrogen does not participate in sulphur-forming reactions, its removal makes space for additional molar processing capacity of H2S. This results in improved utilisation of existing equipment, particularly in hydraulically constrained sections such as the reaction furnace, waste heat boiler, and downstream condensers.
In addition to hydraulic relief, oxygen enrichment increases flame temperature in the reaction furnace. Higher temperatures can improve the destruction of contaminants such as ammonia and hydrocarbons, although this must be balanced against refractory and equipment temperature limits.
Depending on the extent of modification, enrichment can be implemented at different levels. Low-level enrichment typically requires minimal changes to the existing furnace configuration, while high-level or full oxygen firing may require significant redesign of the front-end section, including burner systems and materials of construction.
Oxygen supply options and integration
The selection of oxygen supply technology influences both the achievable enrichment level and overall plant integration. Conventional air separation or pressure swing adsorption systems provide established solutions, but may introduce additional nitrogen streams or require dedicated infrastructure.
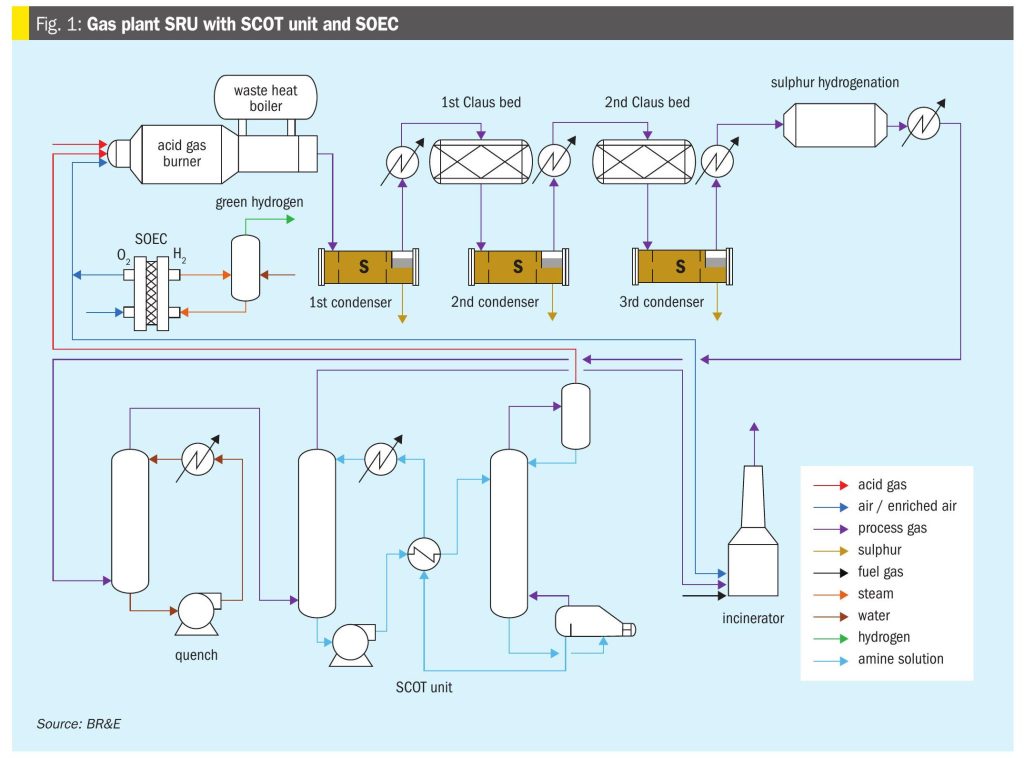
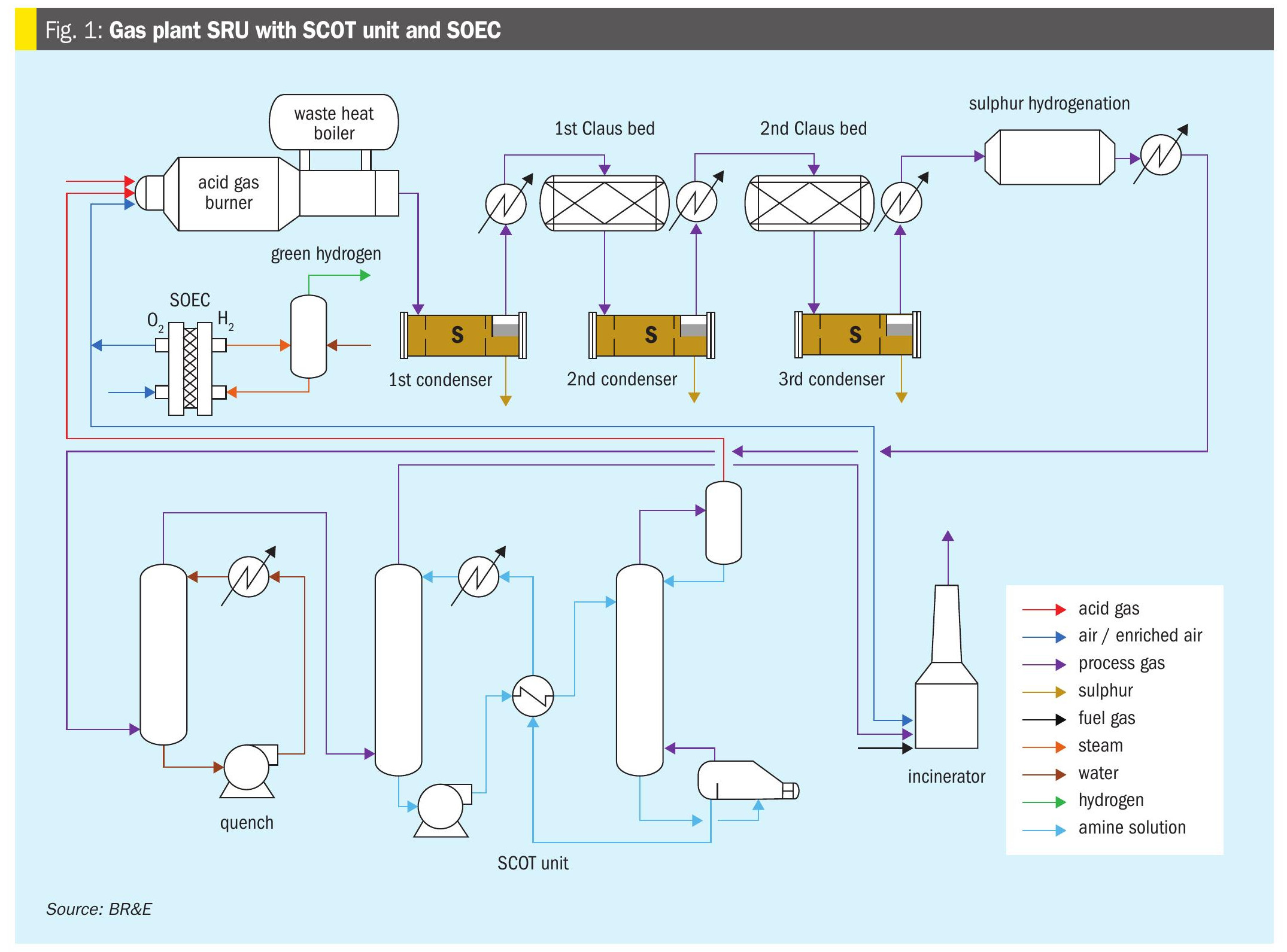
Electrolysis-based oxygen production represents an alternative approach, particularly in the context of increasing interest in hydrogen generation. Two main technologies are relevant:
- Solid oxide electrolysis (SOEC): Operates at high temperatures and it’s constrained to an oxygen-to-nitrogen ratio of 50:50 due to electrolyser degradation limits. This configuration is generally suited for lower levels of enrichment, where moderate oxygen concentrations are sufficient to achieve hydraulic debottlenecking without major process modifications. A distinctive advantage of SOEC technology lies in its ability to operate below the thermoneutral voltage, thereby increasing electrical efficiency and enabling greater hydrogen production for the same power input. This benefit relates to a significant temperature drop within the electrolyser, which must be carefully managed through the supply of high-grade heat. Notably, this heat demand can be internally balanced: the SOEC itself contributes to higher temperature levels, under oxygen-enriched conditions, effectively compensating for the thermal deficit. As a result, a self-sustaining integration emerges, closing the energy loop.
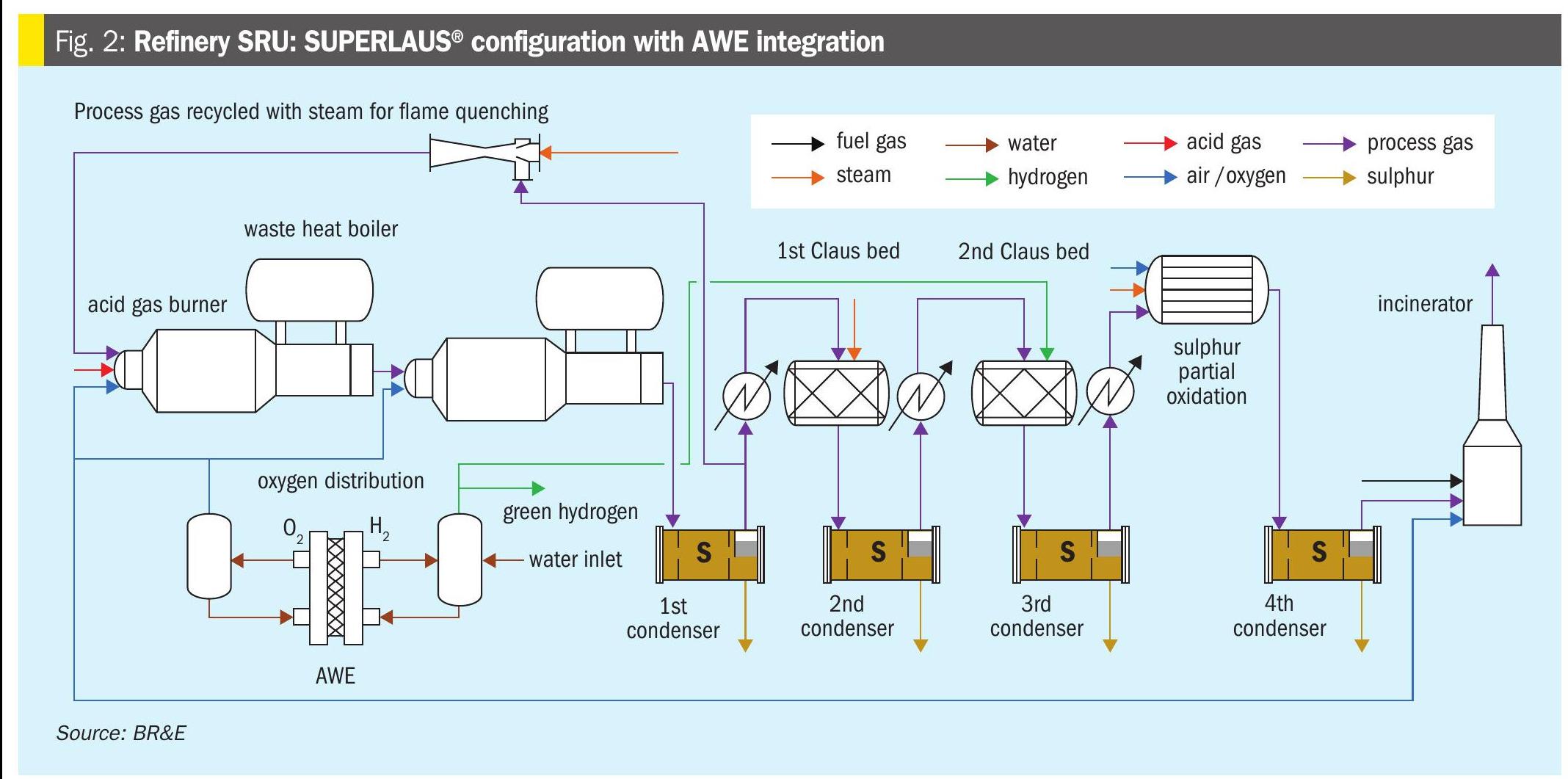
- Alkaline water electrolysis (AWE): Produces high-purity oxygen is applicable to high-level enrichment or full oxygen firing scenarios. This enables maximum reduction in inert gas flow but introduces additional considerations related to temperature control and process stability. Oxygen enrichment with AWE is not locked into using pure O2, it can be mixed with air, providing the ideal oxygen enrichment, which avoids reaching metallurgic limits.
The integration of these systems into an SRU requires careful evaluation of thermodynamics, heat recovery, and overall utility balance. In particular, the interaction between oxygen enrichment and Claus equilibrium must be considered.
Process limitations and equilibrium considerations
While reducing nitrogen content provides clear hydraulic benefits, it also alters the reaction environment within the Claus process. The relative concentration of reaction products, particularly water vapour, increases as inert dilution is reduced. Since water is a product of the Claus reaction, higher partial pressures can shift equilibrium unfavourably and limit incremental sulphur recovery.
This effect becomes more pronounced at higher enrichment levels, where the reduction in total gas volume is accompanied by increased concentrations of all reactive species. As a result, gains in throughput do not necessarily translate into proportional improvements in conversion efficiency.
From a design standpoint, this introduces a trade-off between hydraulic capacity and chemical equilibrium. Mitigation strategies may include additional catalytic stages, improved temperature control, or modified reactor configurations to maintain optimal conversion conditions without exceeding catalyst or equipment limits.
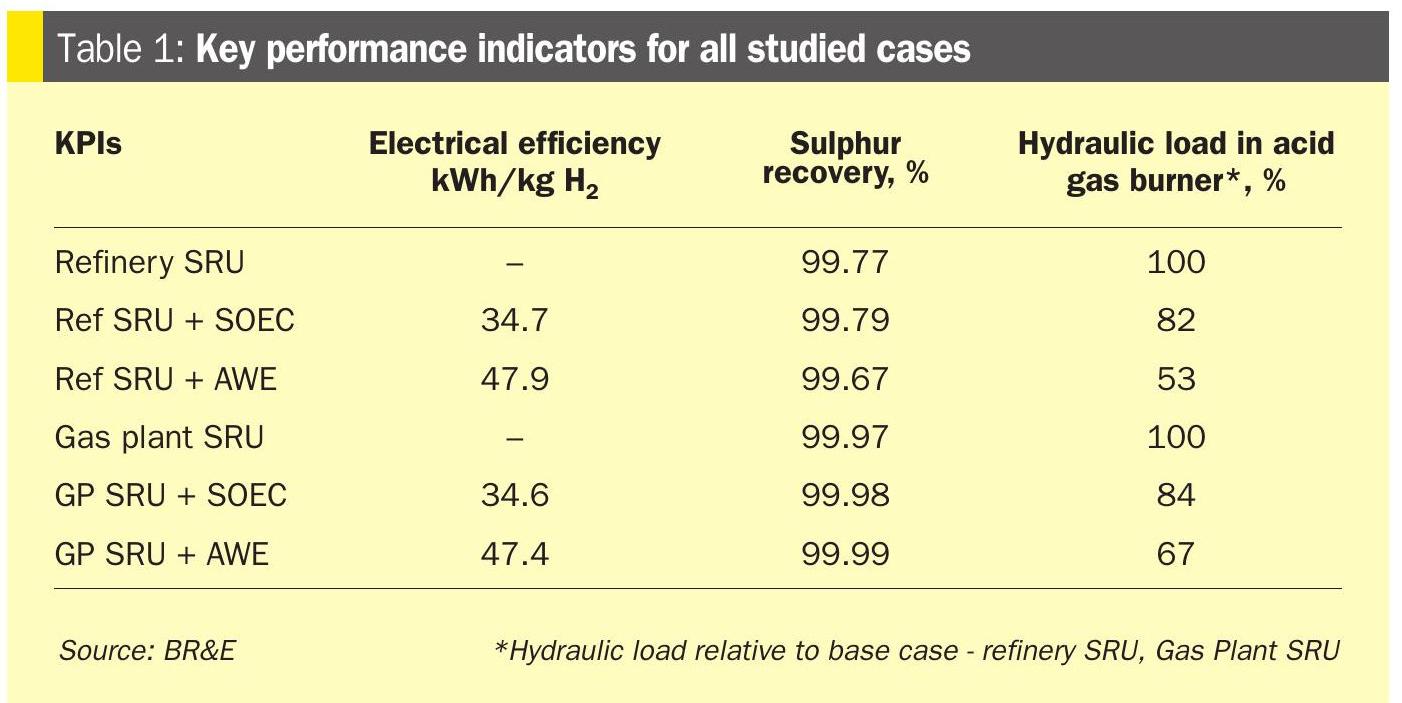
The operational limits of oxygen enrichment for two oxidant concentration boundaries, 28 mol-% O2 for SOEC and 98 mol-% O2 for AWE, can be observed in Table 1, where OE is compared with the atmospheric air-based SRU.
Operational considerations
The application of oxygen enrichment also affects downstream units. Reduced gas volumes can lower the load on incineration and tail gas treating systems, potentially improving overall energy efficiency. However, higher temperatures and altered gas compositions may require additional quench systems or smaller Claus beds with interstage cooling.
In practice, each SRU should operate within a specific window where the advantages of oxygen enrichment are maximised without adding unnecessary operational complexity. Identifying this “optimal enrichment level” requires case-specific evaluation, typically performed using process simulation tools such as ProMax.
Summary
Gas souring in high-temperature reservoirs introduces significant challenges for surface facilities, particularly through increased H2S loading. In such systems, the SRU stands as the environmental safeguard, but it might become throughput-limiting unit.
Oxygen enrichment provides a technically viable method for increasing SRU capacity within an existing footprint by reducing inert gas load and intensifying thermal performance. However, the benefits are not linear and must be evaluated in the context of reaction equilibrium, equipment constraints, and overall plant integration.
Water electrolysis has proven to be an ideal candidate source of oxygen. Although, in early EPC phases it may be considered to be vented, it offers a great potential for SRU debottlenecking.
AWE offers a full range of O2 enrichment possibilities when combined with air. Its greatest strength is that it can operate as a standalone system without any additional integration.
In contrast, SOEC systems are constrained to an oxygen-to-nitrogen ratio of 50:50 due to electrolyser degradation limits. However, this limitation does not necessarily restrict the SRU oxygen enrichment strategy. Additionally, SOEC achieves higher efficiency, which can be further enhanced by operating below thermoneutral voltage while internally balancing its heat demand creating a self-sustaining energy loop.
In conclusion a balanced approach, combining moderate enrichment with appropriate process modifications, is required to achieve reliable and efficient operation.