Nitrogen+Syngas 400 Mar-Apr 2026
19 March 2026
Scaling renewable methanol: Unlocking clean energy for aviation and maritime
JOHNSON MATTHEY
Scaling renewable methanol: Unlocking clean energy for aviation and maritime
Methanol is emerging as a critical low carbon energy carrier, and the rapid scale up of renewable and e-methanol production demands technologies that combine high efficiency, flexible operation under intermittent renewables, and demonstrable commercial maturity. Johnson Matthey (JM), with more than six decades of methanol technology deployment, brings a proven foundation to this challenge through its eMERALD™ CO2–to–methanol technology. JM’s eMERALD technology integrates JM’s tube cooled converter, high activity CO2 hydrogenation catalysts, and advanced digital design and de-risking tools into a single synthesis loop solution engineered for high recycle ratios, robust heat integration, and responsive load following performance.
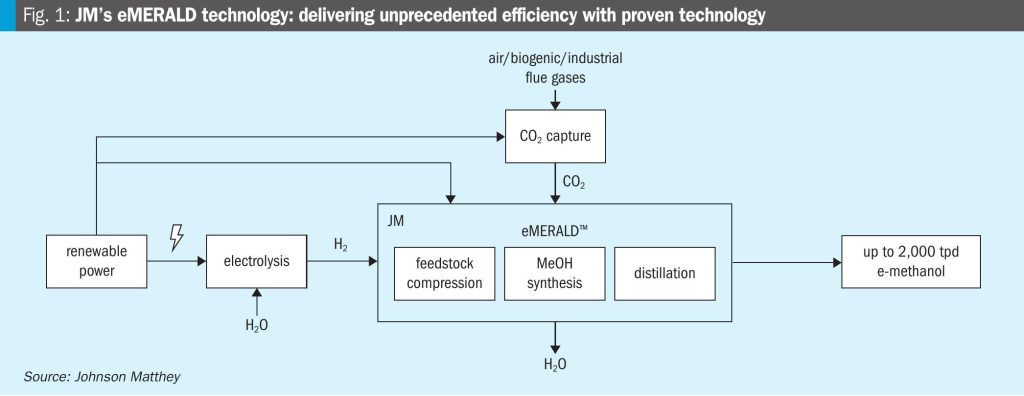
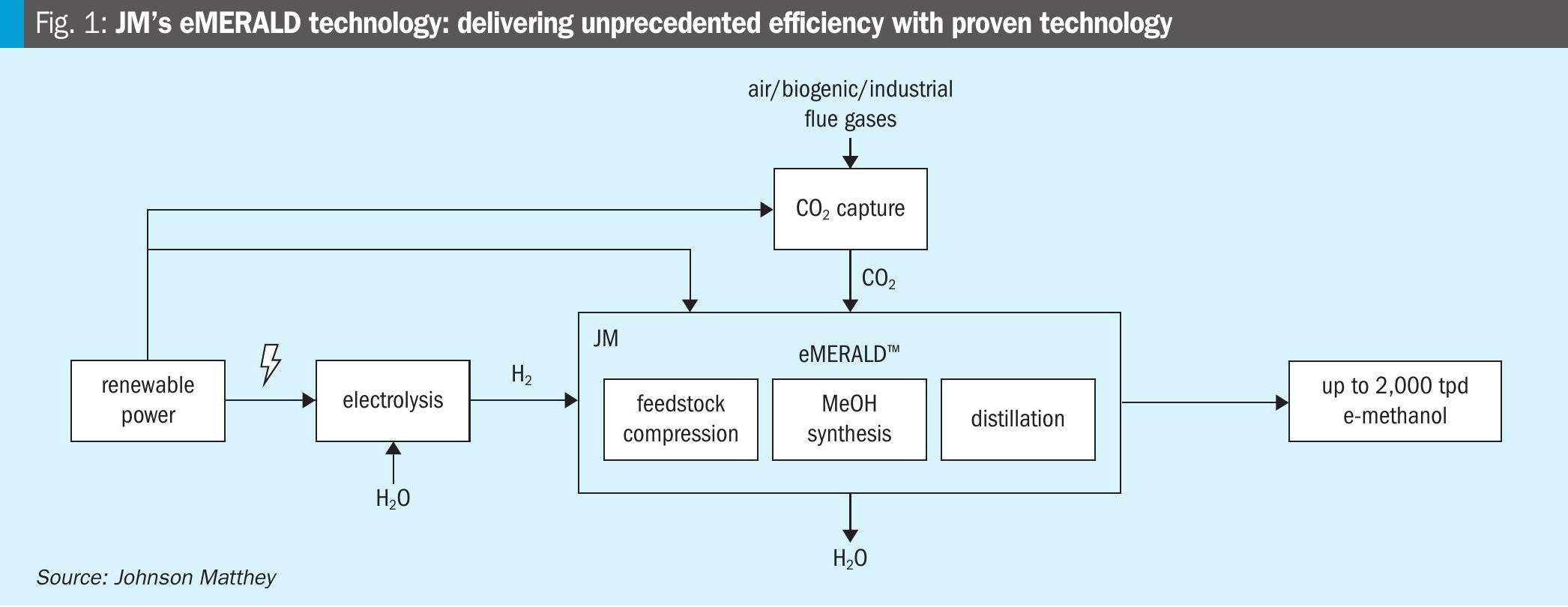
JM licensed the first phase of the world’s first CO2–to–methanol plant in 2011, and JM’s CO2–to–methanol technology, eMERALD, has been operational since 2022 at HIF’s Haru Oni facility in Chile. A block flow diagram for JM’s eMERALD technology is shown in Fig. 1.
Designing an e-methanol plant to operate flexibly under fluctuating renewable power requires careful consideration of turndown limits across the synthesis loop, distillation system, and compression and control hardware, whilst considering the impact of turndown levels on levelised cost of methanol.
JM’s eMERALD technology directly addresses the critical barriers to scaling e-methanol by offering:
- A reliable, low risk pathway to financing and project success, supported by proven methanol plant designs, demonstrated turndown operation, and digital de risking tools.
- Industry leading feedstock and energy efficiency, ensuring reduced levelised cost of methanol (LCOM) under renewables constrained conditions.
- Operational flexibility to manage intermittent renewable power and variable feedstock availability without compromising safety or product quality.
- A scalable, future ready solution that supports sustained operation with minimal downtime, enabling long term deployment as renewable penetration rises.
Technical approach addressing key design criteria
The technical approach underpinning JM’s eMERALD technology focuses on a reactor–catalyst–flowsheet integration strategy designed to achieve high energy and feedstock efficiency, high turndown, and stable operation in intermittent operating environments. Within this framework, the converter, synthesis loop, and associated control strategy are central to achieving efficient and flexible operation under intermittent renewable power.
Tube cooled converter (TCC) architecture
JM’s eMERALD technology is built around JM’s Tube Cooled Converter (TCC), which meets the process requirements of high recycle ratios, flexible heat integration, and high converter volume utilisation. The TCC recovers reaction heat via direct heat integration at the converter exit, which is more energy efficient than via raising steam. As the converter doesn’t necessitate a steam system it allows other heating philosophies to be adopted, like the use of electrically heated hot oil system if preferential for given project.
The open tube top configuration mitigates tube sheet constraints and differential thermal expansion risks, while shell side catalyst loading simplifies handling and provides the higher catalyst inventory needed for CO2-based feeds with higher water content and slower kinetics. Its axial flow configuration provides counter current heat exchange between the feed gas and reacting mixture, creating a favourable temperature profile for catalyst performance.
The reactor operates primarily by controlling inlet temperature, simplifying instrumentation, improving reliability, and enabling high turndown without compromising catalyst integrity or product quality, while also maintaining controllability under transients. The TCC offers lower mechanical complexity, reduced material costs, and has been deployed from pilot units to multi kiloton per day plants, evidencing scalability and resilience under frequent starts and stops. These characteristics collectively support efficient, flexible, and commercially robust CO2 to methanol operation.
JM’s eMERALD 201 catalyst for CO2 rich syngas
eMERALD™ 201, JM’s latest generation methanol synthesis catalyst, builds on silica-doped predecessors that operated under variable industrial conditions, including seasonal shutdowns and reduced load periods. This commercial experience informed its development for renewable driven applications. The catalyst offers higher intrinsic activity, enabling either reduced inventory or increased throughput and, in some configurations, lowering or removing the need for a dedicated RWGS step. JM’s eMERALD 201 catalyst incorporates the latest combination of promoters, delivering exceptional hydrothermal stability and superior resistance to thermal sintering – the primary cause of catalyst deactivation and performance decline – outperforming previous generation catalysts. Its extended operating life reduces replacement frequency and associated downtime, and production is supported by a mature manufacturing base and established global supply chain.
These characteristics collectively support efficient and stable plant performance and enable reliable turndown during load following operation, maintaining catalyst integrity and product quality under intermittent renewable power.
Digital tools for design and operation under renewable intermittency
JM has been collaborating closely with customers to develop digital tools that help optimise methanol plant performance under both steady state conditions and the transient behaviour associated with renewable power intermittency. These tools support design, operation, and future optimisation of e-methanol systems.
Dynamic modelling for design and scenario testing
JM has developed an in-house dynamic model of the methanol flowsheet to simulate plant behaviour under transient conditions, including start-up, ramping, and turndown. This modelling enables different production scenarios to be evaluated and their impact on methanol output, buffer sizing, and control strategy performance to be understood. The insights gained are used both to guide customer projects and to inform ongoing development of JM’s eMERALD technology.
Catalyst performance reporting and unit health monitoring
JM has deployed the JM-LEVO™ platform with customers to provide catalyst activity trends and deactivation insights, supporting more informed catalyst management decisions. Building on this capability, JM has also developed tools for early, non-invasive detection of anomalies in key methanol loop equipment, helping to improve unit availability and reduce unplanned downtime.
AI-based design and operational optimisation
JM is developing AI models to accelerate evaluation and optimisation of plant design and operation. This includes steady state set point advisors for further methanol unit optimisation, as well as renewable aware operational advisors that recommend proactive adjustments based on forecasted power availability.
Results
LCOM impact
JM’s integrated reactor–catalyst–digital approach presents early reference project evidence and financial modelling which demonstrates an estimated ~7% reduction in the levelised cost of methanol for a 100 kt/a Spain case vs an unoptimised design. This improvement is driven by higher feedstock utilisation, reduced hydrogen losses, and stable loop behaviour across the operating envelope, combined with the activity and durability benefits of eMERALD 201 catalyst.
Understanding the cost structure of e-methanol production helps contextualise the significance of this reduction. Today, many emethanol projects are more expensive than conventional methanol, largely because electrolysers and renewable electricity costs dominate both capex and opex, with hydrogen production typically accounting for around half of total production cost. While the methanol synthesis section contributes less than 10% of total project cost, improvements in synthesis efficiency have cascading impacts; reducing hydrogen demand, lowering CO2 conditioning requirements, and improving overall plant utilisation. These upstream effects, combined with reduced operational risk, translate into more competitive offtake pricing, stronger bankability, and improved project viability.
Turndown economics
Modelling indicates that enabling turndown provides clear operational value, but the economic benefit tapers as plant loading moves into the lowest ranges. In the reference case assessed, extending turndown capability below roughly 20% of nameplate delivered only small additional reductions in LCOM (generally <1%), as lower load operation introduces efficiency penalties such as increased compressor spillback, reduced separation performance, and greater control complexity.
A design target of around 20% turndown therefore offers a practical balance for many project configurations: it accommodates the majority of renewable variability expected in real world power profiles while avoiding the disproportionate cost and complexity associated with very deep turndown. Most e-methanol plants can achieve this range without major hardware additions.
While individual project conditions – such as renewable intermittency, storage strategy, or grid availability – may shift the precise optimum, the overall trend is consistent across scenarios evaluated: moderate turndown yields meaningful flexibility benefits, whereas pushing to very low loads provides diminishing economic returns.
Additional projects such as La Robla NE, HIF Paysandú e-Fuel facility, ET Fuels’ Rattlesnake Gap and other ongoing implementations provide further confidence in scaling continuous and variable-load e-methanol production.
Reference