AI troubleshooting in sulphuric acid production
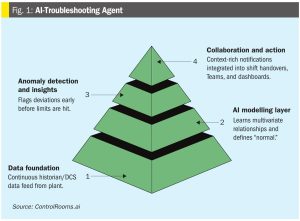
ControlRooms.ai introduces the application of an AI Troubleshooting Agent: a system that analyses real-time plant data to detect anomalies and support proactive troubleshooting between operations, engineering, and reliability teams.