Nitrogen+Syngas 392 Nov-Dec 2024

30 November 2024
Cryogenic storage for green ammonia
GREEN AMMONIA
Cryogenic storage for green ammonia
Stamicarbon, in collaboration with KT Tech, has developed a cryogenic energy storage system, named GALCESTM , for green ammonia plants that addresses the intermittency challenges of renewable energy supply. The technology not only supports the sustainability goals of the ammonia production industry but also contributes to broader energy market stability and efficiency.
Green ammonia is crucial for sustainable fertilizer production, as well as an energy vector for storage and transportation. From a volumetric, storage, and shipping perspective, green ammonia represents the optimal investment as an energy carrier. According to the IEA, the demand for ammonia for new applications by 2050 is projected to be twice as high as the demand for its current applications. To address the environmental impact of traditional ammonia production and meet the growing demand, Stamicarbon, the nitrogen technology licensor of MAIRE S.p.A., has developed the NX STAMI Green Ammonia™ technology.
Managing the intermittency of feedstock produced with renewable power is essential to ensure consistent ammonia production. Stamicarbon, in collaboration with KT Tech, a subsidiary of MAIRE S.p.A., has developed an integrated process and cryogenic energy storage system: GALCES™ . This system effectively mitigates the fluctuations in renewable energy supply, enabling the design of stable, efficient and sustainable ammonia production processes.
Integration of these advanced technologies enhances the efficiency of green ammonia production and contributes to the broader goal of reducing greenhouse gas emissions in the energy and fertilizer sectors.
Ammonia supply chain
There is already a globally established infrastructure for transporting ammonia. Each year, approximately 18 to 20 million tonnes of ammonia are transported from production centres to destinations around the globe using specialised vessels known as ammonia carriers or ammonia tankers. The shipping infrastructure not only includes these specialised ships but also encompasses terminals and ports equipped with storage facilities and loading/unloading systems specifically designed for handling ammonia.
NX STAMI Green Ammonia ™ process
The NX STAMI Green Ammonia ™ technology utilises a high-pressure synthesis loop, which operates at over 300 bar, making it suitable for small and medium-sized plants (50-500 t/d). This high-pressure system reduces equipment size, leading to capex savings of about 25-30%. The process integrates water electrolysis for hydrogen production and air separation for nitrogen generation, making it a fossil fuel-free process.
The ammonia synthesis loop (Fig. 1) has been modified to optimise the layout for plants that rely on green feedstock. The make-up gas for the ammonia synthesis unit, containing hydrogen and nitrogen, is produced from the upstream electrolyser and nitrogen generation unit, then compressed to a pressure of over 300 bar by an electrically driven multi-service reciprocating compressor. The same compressor is responsible for recompressing the recycle stream containing the unconverted gas and managing the refrigeration loop, as well as delivering cold ammonia if required. The high pressure of the synthesis loop allows for single-stage ammonia condensation using cooling water, eliminating the need for a dedicated refrigeration compressor, thus minimising equipment count. Over 70% of ammonia is recovered in separator 1, while the remaining 30% of the uncondensed ammonia is condensed in separator 2, placed upstream of the converter to protect the catalyst by removing contaminants (mainly water) from the make-up gas.
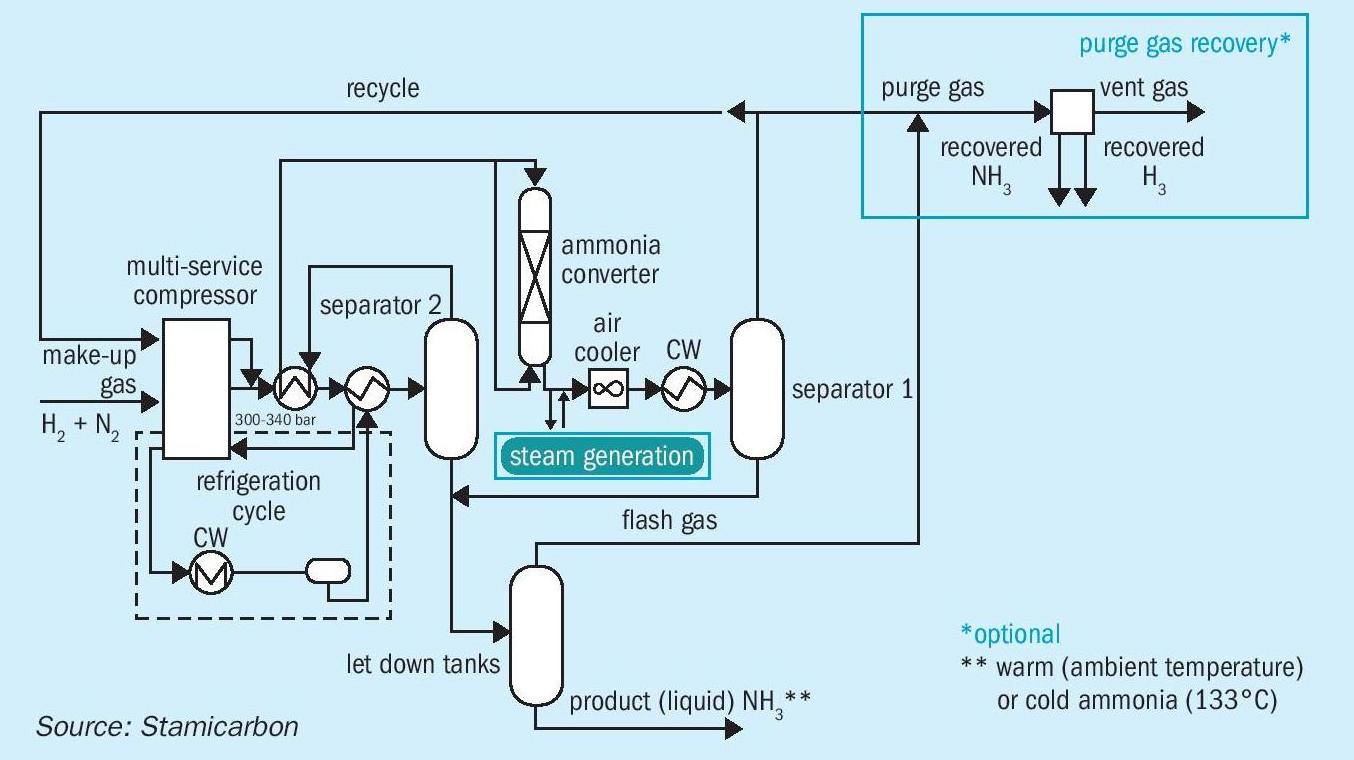
Due to the high pressure, the reactor and catalyst volume can also be reduced. The ammonia converter used in the NX STAMI Green Ammonia ™ process is a single-bed axial-flow converter with a tubular design. The feed is pre-heated using the exothermic ammonia synthesis reaction on the catalyst side to a temperature required for adequate catalytic activity. The start-up heater is integrated into the ammonia converter to ensure optimal heat integration during start-up. In addition, a purge gas recovery system, as well as steam generation, can be integrated, if required.
Depending on the capacity, the plant uses overall about 25–250 MW of power, and its footprint is about 15 × 30 m for smaller scale plants and 50 × 50 m for larger scale plants. Depending on the location and available plot space, the plant can also be a modular design which further reduces its footprint.

This technology can be designed for stick-built/modular and decentralised production, allowing for medium-scale, local plants that can be scaled up over time. This approach not only makes fertilizer production more sustainable but also enhances local supply chain resilience by reducing dependence on imports.
Addressing intermittency challenges
Green ammonia production can be viable in many areas where renewable energy is abundant and demand for fertilizer or marine fuel is high. For optimal performance, green ammonia production requires a stable power supply, preferably from hydro, geothermal, or reliable renewable grid electricity. However, there are limited locations where those stable sources are available due to geographical constraints.
In many locations, the available renewable sources are wind and solar, which are intermittent by nature and thus pose significant challenges in plant design. These include daily variations in energy supply, which can affect the stability and efficiency of ammonia production. The daily cycles of an off-grid green ammonia plant can vary significantly, sometimes between 0% to 100% energy availability, leading to several operational issues.
One of the main challenges is linked to the cyclic loading and fatigue phenomena. The process equipment, particularly the synthesis loop, experiences stress due to daily pressurisation and depressurisation cycles in combination with temperature fluctuations. This induces cyclic fatigue (CF), characterised by small elastic strains over numerous cycles, which can lead to degradation of material properties and potential failure.
Equipment design also faces significant challenges. The frequent daily start-ups necessitate additional electrical heater duty, impacting its design and the durability of the syngas compressors. This frequent starting and stopping can accelerate wear and reduce the operational lifespan of the equipment.
Another issue is related to the catalyst management. During standby/shutdown periods, extra nitrogen is required to maintain positive pressure in the ammonia converter. Additionally, hydrogen must be supplied, preventing oxidation of the catalyst and maintaining its reduced state.
Start-up times are another critical factor. Daily restarts involve building up pressure and temperature, which can result in production losses and pose health, safety, and environmental (HSE) risks for several hours each day. These risks must be managed carefully to ensure safe and efficient operations.
Cryogenic energy storage
To address this challenge, Stamicarbon, in collaboration with KT Tech, has developed a cryogenic energy storage system: GALCES™ . This technology represents a significant advancement in managing the intermittency of renewable energy sources. It offers a systemic integration of energy storage and ammonia production, leveraging cryogenic systems for enhanced efficiency.
The GALCES™ concept involves the physical transformation of a cryogen fluid, directly connected to renewable energy source (RES) aiming to achieve long energy storage times without the need for Li-ion batteries or hydrogen storage. It utilises standard, “off-the-shelf” industrial equipment such as compressors, turbo-expanders, pumps, heat exchangers, hot and cold storages and liquefier based on the Claude cycle.
The block diagram (Fig. 2) summarises three distinct processes: charge, storage and discharge. During periods of excess renewable electricity, called charge mode, the working fluid is compressed in the LP and HP compressor before being liquified in the liquefaction section. The liquid cryogen is then stored in cryogenic tanks at around ambient pressure. During charge mode, the plant is operated at full load. During periods when renewable electricity is not available, discharge mode, the liquid cryogen is pressurised, re-gasified and expanded through a turbo-expander to generate electricity, which is then used to run the electrolyser, nitrogen generation unit (NGU), and green ammonia unit. During the discharge mode, the plant is operated at partial turndown, avoiding the necessity of a deep turndown and associated challenges as described in the previous section.
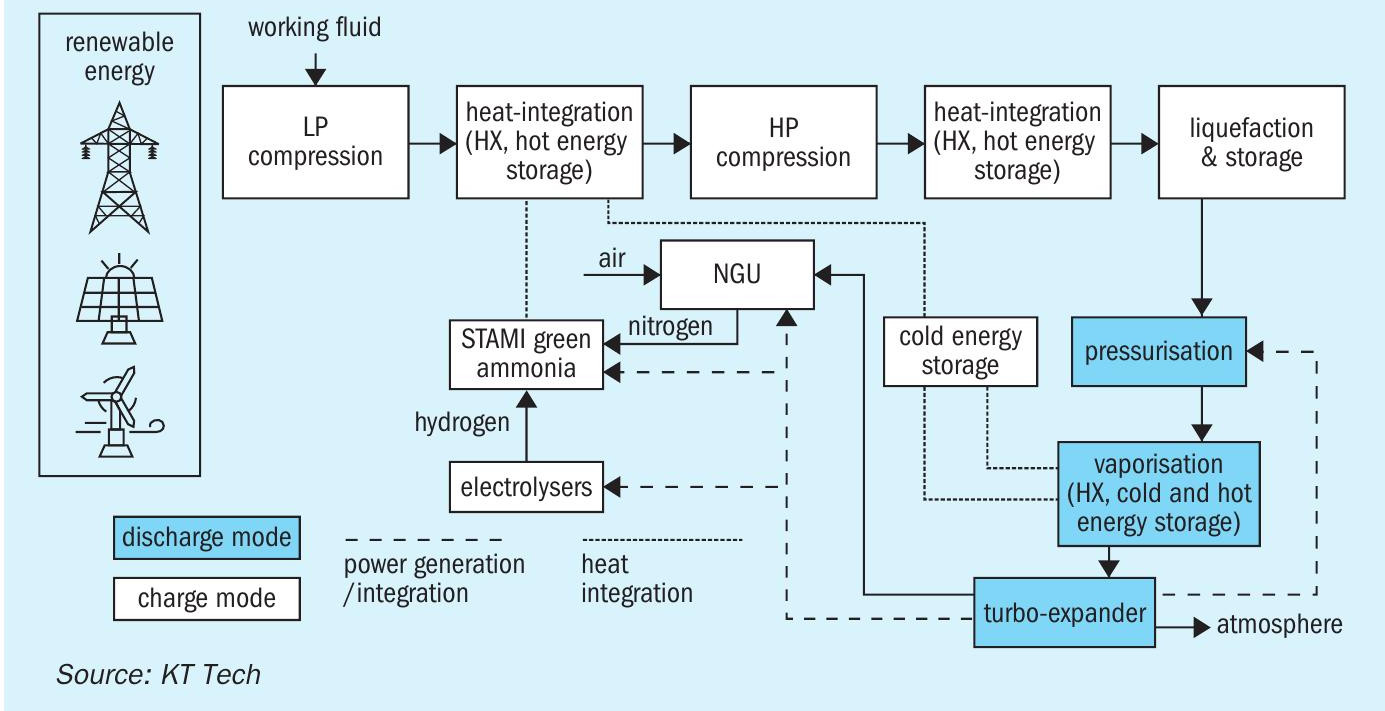
Both the heat of compression and cold thermal energy from regasification are stored and, together with heat integration using excess heat coming from the ammonia plant, the overall efficiency is greatly enhanced. Additionally, air is integrated with the NGU where a concentrated nitrogen stream is produced as a feedstock for the green ammonia plant.
GALCES™ boasts several key features that enhance its functionality and efficiency in green ammonia production. One of the primary advantages is its ability to maintain a stable plant load operation at various capacities, which ensures continuous production regardless of fluctuations in energy supply. This stability is crucial for the consistent output of green ammonia.
Additionally, GALCES™ technology eliminates the need for additional electrolyser capacity or expensive storage solutions for hydrogen and nitrogen. This reduction in required infrastructure not only decreases capital expenditures (capex) but also simplifies the overall production process, making it more cost-effective and efficient.
The seamless integration of GALCES™ with renewable energy sources makes it a viable solution for off-grid green ammonia production. By leveraging proven engineering solutions, GALCES™ ensures high reliability and maintainability, providing a robust and efficient system for sustainable ammonia production. This deep integration with renewable energy systems positions GALCES™ as a key technology for the future of green ammonia, enabling continuous and efficient production even in areas with intermittent renewable energy supplies.
Economic and commercial aspects
GALCES™ technology offers a streamlined approach for the development of small standalone off-grid green ammonia plants that can be directly connected to renewable energy sources. Its design incorporates additional sections to the process unit based on historically proven engineering solutions for air processing, ensuring reliability and efficiency.
One of the significant economic advantages of cryogenic energy storage system is the capability to install and operate most of the add-on facilities in an overthe-fence mode. This flexibility allows for easier integration and operation without the need for extensive on-site infrastructure modifications, reducing initial setup costs and complexity.
Furthermore, GALCES™ technology has the potential to benefit from analogous applications in the power grid energy market. The integration into power grid systems can provide mutual advantages, leveraging its efficient energy storage and management capabilities to stabilise and enhance power grid operations, while also supporting the continuous production of green ammonia.
Overall, the economic and commercial benefits of a cryogenic energy storage system position it as an attractive option for green ammonia production, improving overall profitability and offering a combination of cost-effectiveness, operational flexibility, and integration with renewable energy sources.
This technology not only supports the sustainability goals of the ammonia production industry but also contributes to broader energy market stability and efficiency.
Conclusion
Green ammonia technology, particularly NX STAMI Green Ammonia™, integrated with GALCES™ technology, offers a sustainable solution to the challenges posed by traditional ammonia production methods.
With the ability to address the intermittency of renewable energy, cryogenic energy storage ensures continuous and reliable green ammonia production, marking a substantial step forward in enabling sustainable technology solutions.
Reference