Sulphur 424 May-Jun 2026
26 May 2026
Major Central Asia project: Pump package for zinc smelter
SULPHURIC ACID PUMPS
Major Central Asia project: Pump package for zinc smelter
With the delivery of ten GVRN sulphuric acid pumps and a mobile RN tank-drainage pump, Rheinhütte Pumpen has added another reference in one of the most demanding applications of the process industry. The project for a large zinc smelter in Central Asia highlights the company’s leading expertise in handling highly concentrated sulphuric acid – from alloy development and engineering to comprehensive testing on one of the most advanced pump test stands in the world.
The heavy pumps are carefully packed in custom-made shipping crates to ensure safe transport.
In zinc smelting, sulphuric acid plays a central role in metallurgical processing. Sulphidic ores are oxidised in roasters at temperatures between 500 and 1,100 °C under controlled oxygen supply. The resulting sulphur dioxide is converted into sulphur trioxide via the contact process and subsequently into highly concentrated sulphuric acid. This acid is then used to further leach the roasted ore or is applied in downstream chemical processes. Pumping this medium places extreme demands on pump technology: the acid is strongly oxidising, very hot, and may contain solid particles such as ceramic catalyst residues. Flow velocities, temperature fluctuations, and abrasive behaviour can push conventional materials to their limits. Only specially developed metallurgical alloys and pump designs provide longterm resistance to these conditions.
Heavy-duty pump technology for extreme conditions
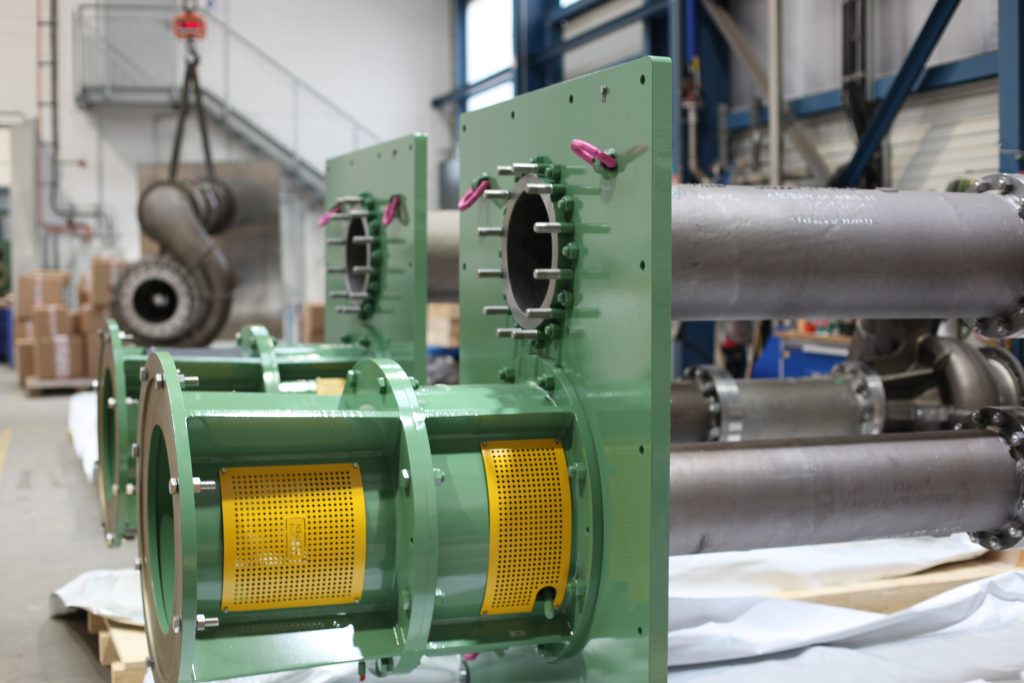
For the new facility, ten vertical GVRN pumps were supplied, together with a mobile RN pump for maintenance operations. The GVRN units rank among the most powerful pumps in their class and together handle around 7,000 m³ of highly concentrated sulphuric acid per hour. The required electrical connected load amounts to approximately two megawatts.
The delivery also includes the largest GVRN size developed in 2025. All GVRN pumps were manufactured entirely from the highalloy specialty material 1.4136S. This ferritic cast stainless steel offers exceptional resistance to highly concentrated, oxidising sulphuric acid and combines outstanding corrosion, erosion, and abrasion resistance. Consistent use of this material across all units ensures longterm reliability under extreme process conditions, including high flow velocities and potential solidparticle loading.
The pumps are complemented by shafts made from RHRS (similar to 1.4136S) and specially engineered bearing materials designed to maintain optimal operational safety under these challenging chemical and mechanical influences. The mobile RN pump plays a key role in the plant’s maintenance concept and is used exclusively for tank emptying during scheduled service operations.

Special custom design: RN mobile pump version.
Material expertise: 1.4136S the key to success
The core technical challenge in this project is the material itself. Highly concentrated sulphuric acid is among the most corrosive media in the chemical industry. The 1.4136S alloy developed by Rheinhütte Pumpen is based on standard grade 1.4136 but has been significantly enhanced.
Its high chromium content forms a particularly dense and stable passive layer under oxidising conditions, ensuring strong corrosion protection. A precisely balanced carbon content enables an ideal combination of general corrosion resistance with excellent erosion and abrasion resistance. Thanks to its hardness and additional copper alloying, 1.4136S is particularly suitable for media that exhibit both corrosive and abrasive characteristics. This is especially critical in sulphuric acid systems where ceramic catalyst particles may be present. Compared with austenitic, duplex, or unalloyed steels, it withstands significantly higher flow velocities – a decisive advantage for high performance pumps in sulphuric acid circuits.
Unique testing capability: vertical pumps up to 19 m
Rheinhütte is the only manufacturer worldwide capable of fully testing vertical sulphuric acid pumps of this type. The basis for this is the pump test stand commissioned in 2015, one of the most advanced facilities of its kind. The 20 m deep test pit enables testing of vertical pumps up to 19 meters in total length – a crucial advantage for precise tuning of large and heavy pumps to customer specifications.
The test stand features state-of-the-art instrumentation, fully automated test sequences, and the capability to test multiple pumps in parallel. Measurements are automatically interrupted when defined limit values are exceeded, ensuring safe and reproducible quality assurance. Witness tests can be performed onsite or via live video transmission, providing customers worldwide with real-time insight into the testing process. Upon request, customised documentation can be prepared according to project-specific requirements.
Made in Germany – quality that inspires confidence
All pumps were developed, manufactured, and tested in Germany. The combination of material expertise, deep application knowledge, and advanced testing capabilities enables solutions that are unique on a global scale. With the project in Central Asia, Rheinhütte once again confirms its role as a specialist for the most demanding chemical processes – particularly in the field of concentrated sulphuric acid.