Sulphur 424 May-Jun 2026
26 May 2026
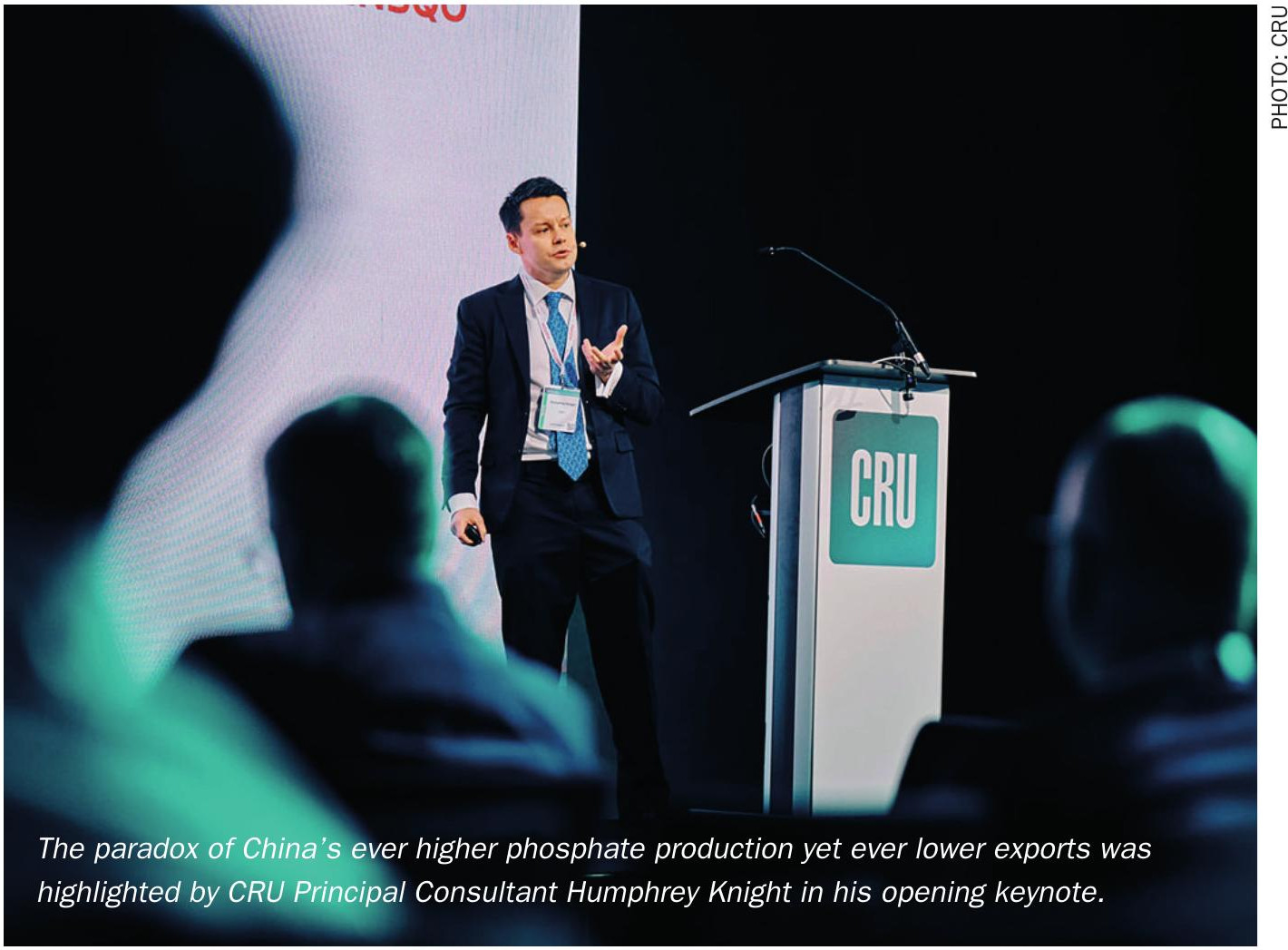
Liquid sulphur: Technical challenges and solutions
SULPHUR HANDLING
Liquid sulphur: Technical challenges and solutions
Liquid sulphur is a critical industrial feedstock, but its safe transfer is technically demanding. Alexander Hammer of Dickow Pumpen argues that reliable handling depends on a whole-system approach – integrating heating, piping, sealing, and operating procedures – with magnetic drive pumps highlighted as the safest option for leak-free transfer and submersible pumps as a strong fit for tank and storage applications.
Liquid sulphur is essential to numerous industrial sectors. Whether in the chemical industry, fertilizer production or tyre manufacturing, its safe handling has a significant impact on production processes and environmental protection. At the same time, it presents considerable risks: even minor temperature fluctuations can cause dangerous blockages or leaks, leading to unexpected plant shutdowns. In addition to supply security, the environment and employee safety are also at risk.
To address these challenges effectively, a smart solution is needed that integrates all components, from conveying technology to heating. This helps reliably prevent breakdowns and uncontrolled leaks. Safe handling of liquid sulphur is therefore crucial, and innovative system solutions ensure maximum safety and efficiency.
Technical challenges in the transfer of liquid sulphur
In practice, the transfer of liquid sulphur places particular demands on pump technology. It is crucial to consider the entire system – including conveyance technology, heating, pipework, valves, seals and operating procedures – rather than viewing the pump as an isolated component.
This is because sulphur presents significant operational and safety challenges. It is highly sensitive to temperature fluctuations and can only be transported reliably within a very narrow temperature range. Even a slight drop in temperature may cause the sulphur to solidify or block sections of the system, resulting in serious operational disruptions. The consequences can be substantial: solidified sulphur increases the risk of unplanned plant shutdowns and requires time-consuming cleaning and flushing procedures. In addition, improper handling or leakage can lead to safety incidents and environmental contamination.
Conversely, excessive temperatures can trigger sulphur polymerisation, causing a sharp increase in viscosity. This reduces flow performance and increases the energy required for pumping.
Reliable and safe conveyance is therefore only possible with a consistently coordinated overall concept in which all components are treated as an integrated system. Only a systematic approach that maintains a stable temperature within the required range can ensure the reliability and safety of sulphur transfer.
Applications and significance of liquid sulphur
Approximately 90% of sulphur produced worldwide is processed into sulphuric acid via the contact process. This fundamental chemical plays a vital role in a wide range of industrial applications.
In fertiliser production, for example, liquid sulphur is used either directly or as a component of sulphuric acid to produce ammonium sulphate, superphosphates and other sulphur-containing mineral fertilisers. These products make a significant contribution to soil improvement and to increasing agricultural yields.
Molten or liquid sulphur is also an important raw material for plant protection products and fungicides. In viticulture, fruit growing and vegetable growing in particular, it provides effective control of fungal diseases, helping to protect crops and ensure food quality.
In the rubber and tyre industry, liquid sulphur is used in the vulcanisation process. Its properties enhance the elasticity, strength and heat resistance of rubber products, making it indispensable in the manufacture of technical rubber goods and tyres.
Liquid sulphur therefore plays a vital role in various key industries.
Physical and process-related challenges
The technical challenges involved in pumping liquid sulphur stem from the physical and process-related properties of the medium. Temperature is the decisive factor here, as it determines the viscosity and physical state of the sulphur.
Common sources of problems include cold spots and dead spaces within the system, which can promote sulphur solidification. These problem areas often occur at flanges, fittings, branch lines or attachments if they are not adequately heated or insulated. Sealing systems are also particularly vulnerable: if the sealing chamber cools down or stable quenching conditions are not maintained, the risk of solidification and leaks increases.
Pump technology and system design requirements
The requirements for pumps used in liquid sulphur service extend far beyond the functionality of a single component. It is essential that the pump is specifically designed for sulphur and adapted to the particular operating conditions of the plant.
Reliable heating and temperature control are critical, both for the pump itself and for all related system components. This includes the heating or insulation of the associated pipework such as branch lines, vent pipes, drain pipes and measuring points. These measures are necessary to maintain stable temperature conditions throughout the system. The design of both the pump and the overall system must also ensure good flow characteristics and avoid dead zones, so that a uniform temperature profile is maintained.
The sealing arrangement should be designed to minimise leakage as much as possible. The seal must be sufficiently robust to withstand the specific conditions associated with liquid sulphur, particularly the relevant temperature range. It must also be resistant to solid particles, given sulphur’s tendency to crystallise.
Operational procedures are equally important. Clearly defined processes for start-up, continuous operation and shutdown – including controlled warm-up and the avoidance of rapid cooling – are necessary to prevent solidification and malfunctions.
Magnetic drive pumps: System-wide benefits and technical characteristics
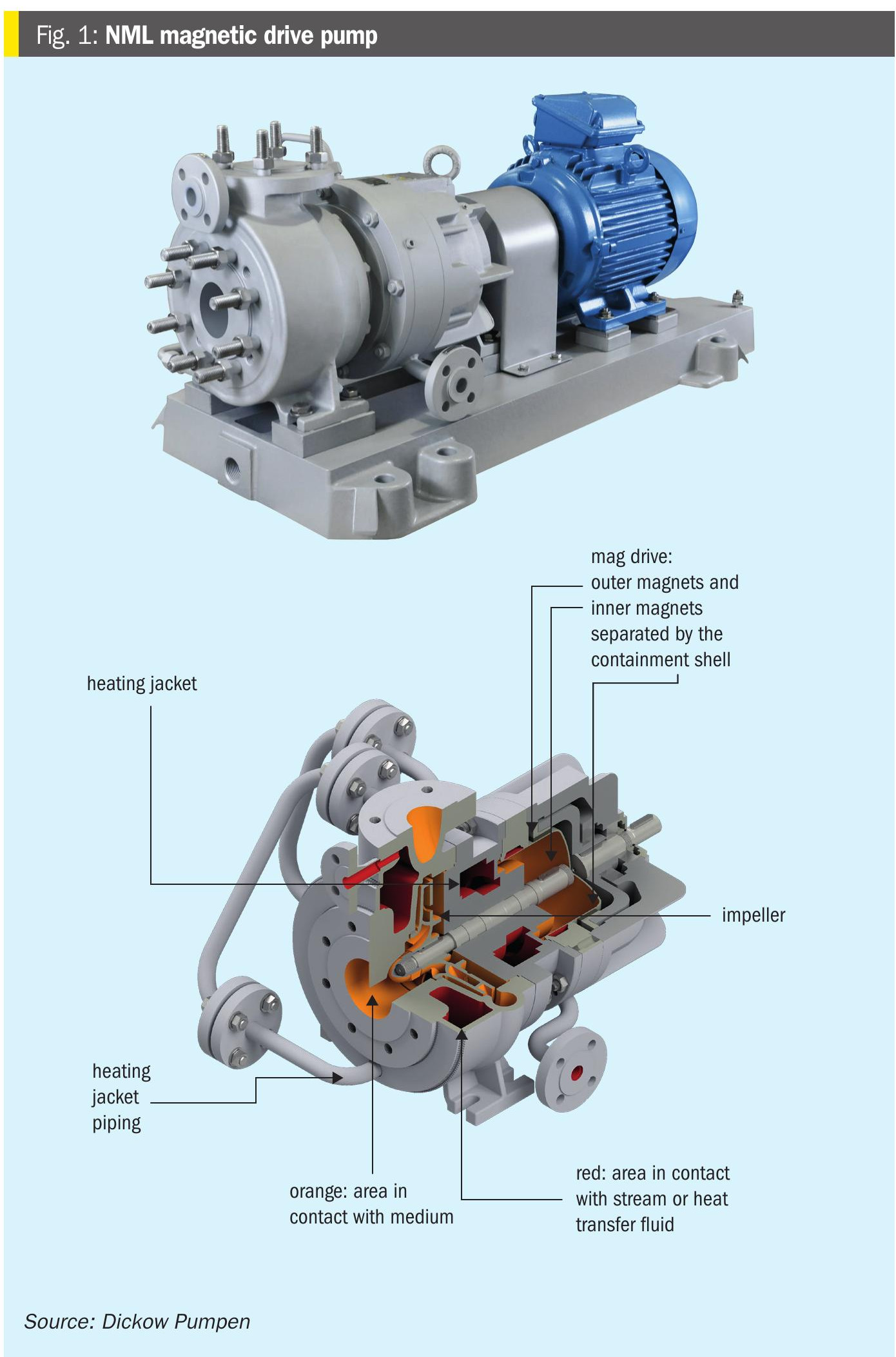
Magnetic drive pumps provide a technically advanced and reliable solution for the leak-free transfer of liquid sulphur. Their operating principle is based on torque transmission via a magnetic coupling, which hermetically seals the fluid chamber and eliminates the need for a dynamic shaft seal to the outside.
The hermetic seal reduces emissions and the risk of leaks, thereby improving the safety of the entire system. Maintenance requirements are also reduced, as no rotating sealing components are used and typical wear points are minimised. Optimised internal circulation helps maintain temperature uniformity within the pump and reduces the likelihood of cold spots.
Design features such as triple heating of the housing, bearing support and connected components enable critical areas to be kept warm at all times, even under fluctuating load conditions. Metallic shaft protection sleeves further enhance robustness and temperature resistance while reducing sulphur-related material or geometric effects.
In continuous operation, magnetic drive pumps offer maximum safety. However, this solution is associated with higher initial investment costs. The decision should therefore always be based on the overall system concept rather than on the price of individual components alone.
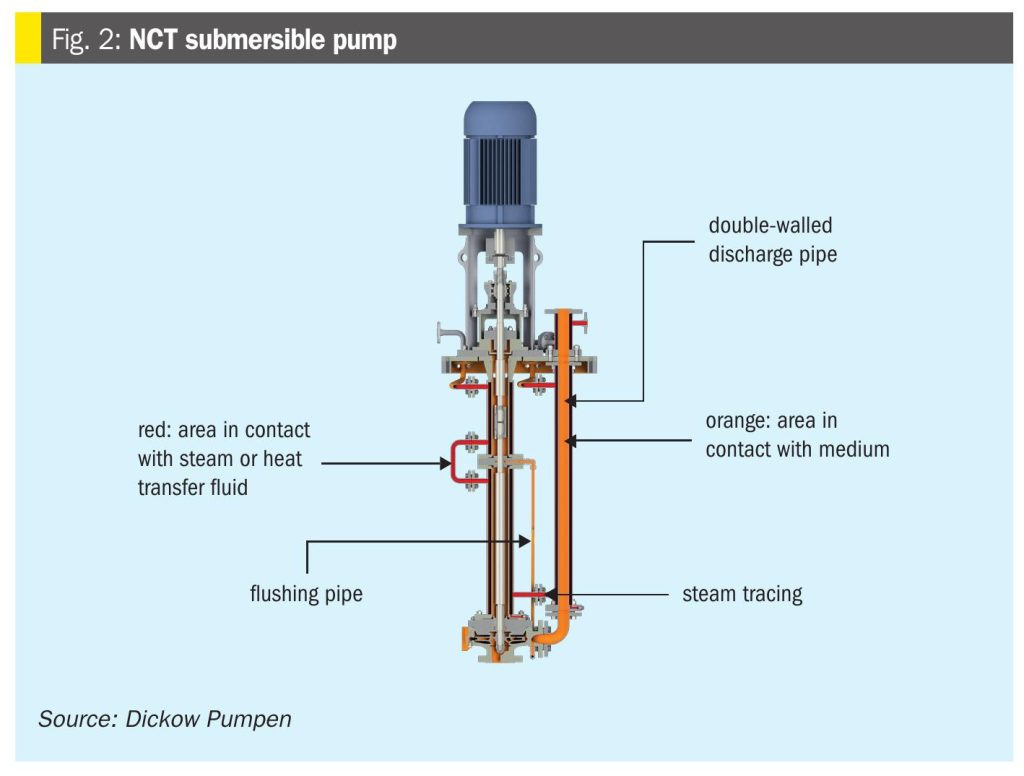
Submersible pumps: A complementary system solution for storage and tank applications
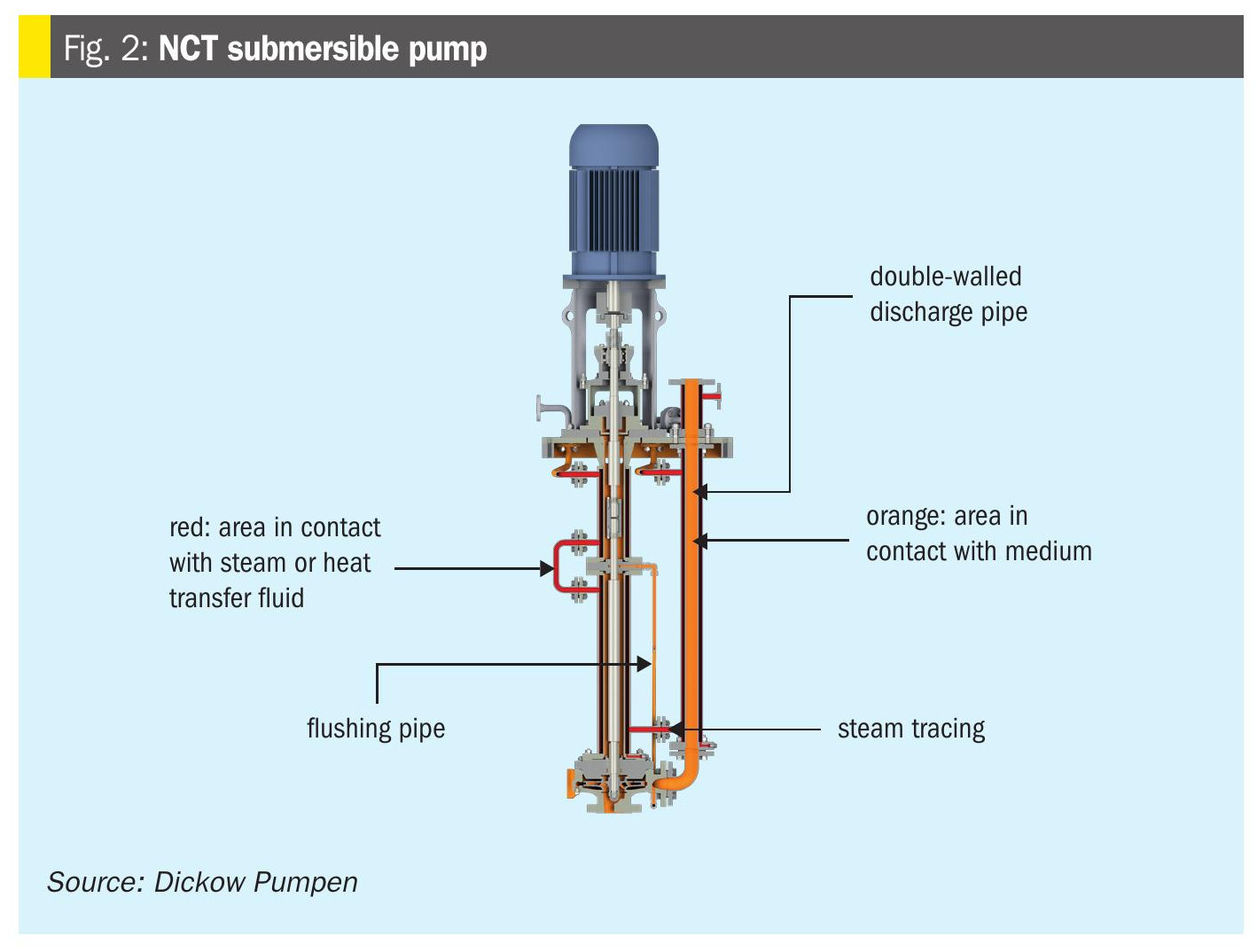
Submersible pumps are a complementary solution for liquid sulphur transfer, particularly in tank and storage applications where operating conditions differ from those in process pumping. They are typically used in storage tanks with variable liquid levels and must operate reliably across the full operating range.
Heated versions are especially important in sulphur service, as they protect critical areas above and below the liquid level from cooling down. Large-diameter riser openings reduce the risk of blockages and improve flow conditions. The separation of the process medium from the sealing area helps keep the sealing environment under control. If there is a risk of condensation collecting in the tank, stainless steel components are required in the gland packing area to prevent corrosion.
In tank applications, the hydraulic system operates within the heated medium or heated tank environment, which reduces the risk of cold spots forming on hydraulic components. The risk of particle deposition is also lower, as critical components remain immersed in the warm medium and cool down less readily. Suction conditions in the tank are generally favourable, which minimises NPSH-related risks. Overall, submersible pumps are particularly well suited to tank applications where stable temperature control and integration into the tank are the primary requirements.
Steam quenching in sulphur applications
Steam quenching is particularly useful where there is a risk of sulphur ingress or solid deposits in the seal zone of conventionally sealed submersible pumps. In this arrangement, superheated steam is supplied in a targeting manner to the seal unit in order to keep sulphur away, maintain a dry environment free of condensate and improve operational and process safety.
The selection and detailed design of sealing technology and quench systems are fundamental in sulphur applications, as they have a significant impact on reliability and plant availability. Hermetic magnetic couplings offer a high level of safety thanks to their sealed design, whereas conventional sealing solutions such as mechanical seals depend on external quench systems.
Continuous heating ensures stable temperatures and prevents critical components from cooling down, thereby maintaining the protective effect of the steam quench. In sulphur immersion pumps, dry-running mechanical seals compliant with API Plan 62 are used in together with a steam quench system to prevent sulphur from entering the sealing zone and to reduce deposit formation. For horizontally mounted pumps with mechanical seals located outside the heated medium, however, the steam quench cannot provide the same level of protection reliably. In practice, pumps with magnetic couplings are therefore by far the most reliable and straightforward solution.
An effective steam quench requires specific operating conditions: saturated steam or dry-saturated steam, heated drain pipes and a short downward pipe run are essential to prevent condensation and blockages.
Summary: A systems-based approach as the key to reliability and safety
The handling and processing of liquid sulphur involves complex technical and safety challenges. A holistic systems approach that integrates all components – from the pump, heating, piping and valves right through to seals and operating procedures – is essential to ensure trouble-free and safe long-term operation.
Pump selection for sulphur applications should be consistently aligned with reliability and operational safety. For horizontal pumps, the use of magnetically coupled pumps in a sulphur-compatible design is strongly recommended, as their hermetic seal provides maximum leak-proofing and process stability. Plant design should also allow for the use of vertical submersible pumps, particularly in tank and storage applications with stable temperature control and favourable hydraulic conditions. By contrast, horizontal mechanical seal pumps often present significant practical challenges and require operating conditions that are difficult for users to maintain reliably.
Pump selection must therefore always be made within the context of the overall system, with the specific requirements of the medium, the plant and the operating conditions taken fully into account. Only through the consistent coordination of all system components can security of supply, environmental protection and process stability be assured in the long term. An objective assessment of the challenges and strengths of each system solution provides the basis for sound and sustainable practical design.