Sulphur 424 May-Jun 2026
26 May 2026
Getting sulphur processing into shape
SULPHUR HANDLING
Getting sulphur processing into shape
In sulphur handling facilities, deviations in product consistency are often an indication of issues impacting not only the quality of end product, but also the production process itself. In this article, Varun Mathur, Market Manager for the Middle East at sulphur processing systems experts IPCO, explains why shape and quality really do matter.
While some might view the physical form of solidified sulphur as little more than an aesthetic issue, systems are designed to deliver pastilles and granules of a particular shape, size and strength for good reason.
High uniformity results in good handling properties while low friability means low levels of product degradation and dust. If a product fails to meet these basic standards (e.g. flat and malformed pastilles, or weak and friable granules), this is not only an indication of performance issues within the forming unit, but can also be the cause of further inefficiencies in downstream handling, transportation, and reprocessing operations.
Inconsistency of shape or a reduction in mechanical strength can also have an adverse impact on the processing facility itself, causing spillage at discharge points, sulphur build-up on structural elements, and rising dust levels affecting rotating parts and personnel, resulting in substantial plant uptime losses.
This article examines the mechanics of how flat sulphur pastilles can bypass discharge knives and deposit material in unintended locations, creating persistent housekeeping and safety challenges. We will then look at similar performance losses observed with poor quality sulphur granules produced via conventional (i.e. older) drum granulation technologies.
By drawing on site investigations and corrective action programmes supported by IPCO, we can link these symptoms to the root causes within sulphur forming and handling facilities. Only then is it possible to develop the practical solutions necessary to restore operations to a level necessary to deliver stable, export-ready solidified sulphur.
Shape matters even more than you think
While chemical purity is key to the quality of formed sulphur, three other properties – size, shape and mechanical integrity – determine handling performance, i.e. how the product will actually behave across conveyors, transfer points, storage systems, reclaim interfaces and during loading and unloading.
It was for this reason that, in the late 1970s, SUDIC (Sulphur Development Institute of Canada) set out the standards that define what is to this day globally recognised as ‘premium’ and ‘standard’ quality products. These define critical specifications such as consistency of size, moisture levels, friability and fines content, and bulk density.
The importance of meeting and adhering to these standards was highlighted in a recent troubleshooting project carried out by IPCO engineers.
The customer in question operates a forming facility, processing molten sulphur received from a sulphur recovery unit (SRU) into premium sulphur pastilles. Once solidified, the pastilles undergo further handling, conveying, and storage procedures, before being loaded onto trucks.
Within a year of the plant being fine-tuned and handed over to the customer, the facility began to experience issues such as build-up of sulphur deposits beneath the pastille discharge area and multiple incidents of spillage along the collecting conveyor. This led to increasing cleaning requirements and frequent unplanned stoppages for mechanical adjustment.
Laboratory analysis showed that product chemistry and median diameter of pastille samples collected, remained comfortably within specification. However, subsequent investigations – carried out during higher-throughput operations – revealed a high proportion of flattened or irregular pastilles at the discharge point. And this small deviation proved to be the cause of the broader systemic failure.
A discharge system design around pastille geometry
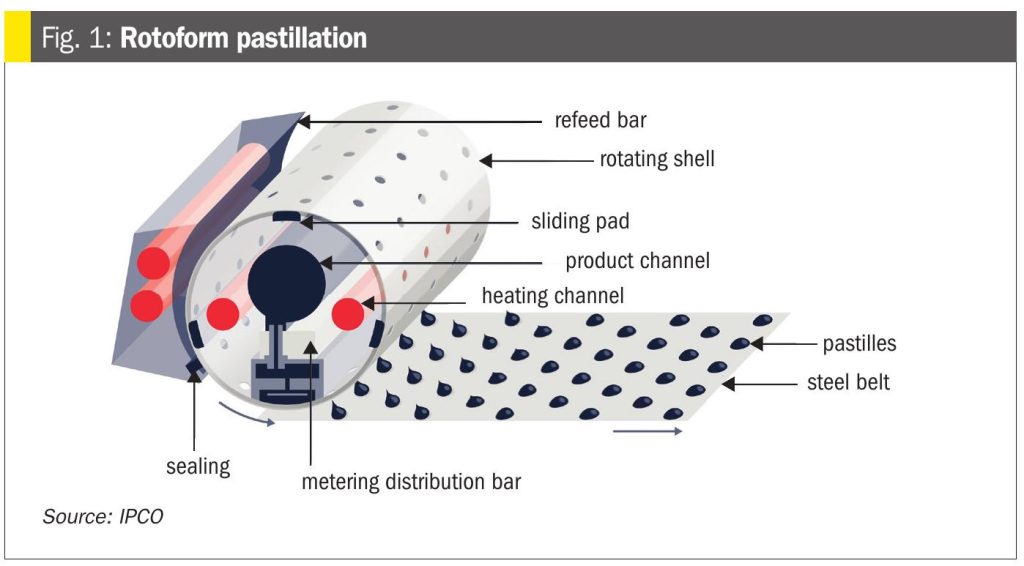
The efficiency of pastille discharge is inherently dependent on geometry. Steel belt-based pastillation systems rely on a precisely controlled interaction between the curvature of the belt at discharge, the gravity and inertia of the solidified pastilles, and the presence of a mechanical discharge knife or scraper.
This mechanical arrangement is highly effective for hemispherical pastilles, which disengage cleanly the moment the belt begins to curve over the terminal pulley.
Flat pastilles, however, exhibit different physical behaviour. Observations showed that these flattened pastilles often remained in partial contact with the belt beyond the intended discharge point. Their reduced profile allowed them to pass under the discharge knife and detach further downstream, depositing sulphur on and around support frames, belt return guards, the underside of the steel belt bottom strand, and the floor areas below the discharge zone.
The subsequent investigation identified several contributory factors to this loss of shape. Inadequate droplet formation often produced elongated or collapsed droplets from the outset. Furthermore, thermal stress during the solidification process weakened the surface integrity of the product, while non-uniform cooling caused asymmetric shrinkage.
This was exacerbated by the increased belt speed introduced during production ramp-up, effectively reducing the time allowed for cooling. While the pastilles appeared solid at the point of discharge, their internal structure had not stabilised uniformly. IPCO’s review highlighted the extreme sensitivity of pastille geometry to drop deposition dynamics and cooling profiles, critical factors that would not be identified as part of a standard size-based quality check, but vital for handling stability.
With flat pastilles escaping the controlled discharge zone, a series of secondary effects followed, compromising the entire handling chain:
- accumulation of spillage beneath conveyors;
- rising sulphur dust levels with increased risk of fire and explosion;
- reduced performance of rotating parts (e.g. bearings) due to sulphur dust;
- escalating cleaning and maintenance requirements;
- personnel subjected to increased exposure to sulphur dust;
- reduction in overall system availability and efficiency.
Parallel experience in drum granulation systems
A similar pattern has been observed in forming facilities making use of legacy drum granulation technology, particularly where throughput demands have again driven a reduction in cooling times. Quality deviations in these environments typically include:
- excessive fines;
- inconsistent granule shapes;
- weak granules prone to surface cracking;
- wide size distribution requiring sieving.
In old conventional drum granulation technologies, insufficient control of sulphur conditioning and granule growth kinetics can lead to friable granules that break during handling. This manifests itself in the form of dust generation during conveying and stockpiling, and granule breakdown at chute impacts, increasing the risk of fire and explosion. Much like flat pastilles, these symptoms are often only noticed downstream, so the upstream root causes continue unchecked.
While pastillation and drum granulation are entirely different in their engineering, the failure mechanisms drive similar operational outcomes. In both scenarios, product mechanics – rather than chemistry – are responsible for performance loss.
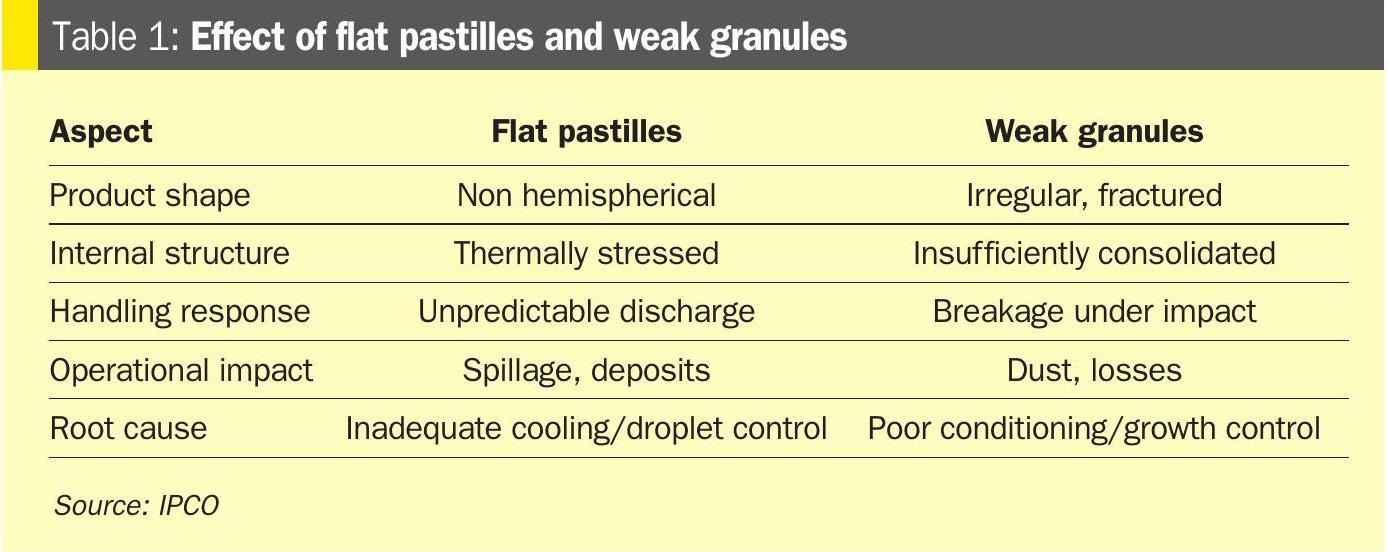
Whether dealing with non-hemispherical pastilles or irregular, fractured granules, the result is the same: the internal structure is either thermally stressed or insufficiently consolidated. This leads to unpredictable discharge or breakage under impact, resulting in spillage, deposits, and significant material loss. Ultimately, both technologies fail when there is inadequate cooling, poor droplet control, or insufficient growth control during the formative stage.
In both instances, the problem is further compounded due to the effects only becoming evident at the downstream handling stages of processing. As a result, the issue is frequently misdiagnosed as a housekeeping or conveying problem, masking the forming-related root cause.
Treating the cause rather than the symptom
In case of the pastille-forming facility, IPCO supported a structured corrective programme focused on engineering interventions rather than manual housekeeping.
The first step was to optimise the drop forming process. This included cleaning the depositor assembly, internal nozzles, metering bar and outer shell. Next, the inlet pressure of liquid sulphur into the depositor was stabilised and the distance of the depositor from the steel belt surface optimised to ensure that the sulphur droplets came out of outer shell holes at the correct height and in the right shape.
The next step was to synchronise the speed of the depositor with that of the steel cooling belt and, in parallel, adjust the cooling profiles to ensure consistent temperature control and uniform crystallisation across the full width and cooling length of the belt. These adjustments also ensured that the shape of the pastilles was maintained throughout the process. Finally, production capacity was re-aligned to achieve optimum balance of throughput and cooling performance, rather than prioritising one at the expense of the other.
Together, these interventions successfully eliminated flat pastille formation and restored clean discharge behaviour, improving the product throughout and any modification to downstream equipment.
In granulation systems, the corrective engineering must focus on conditioning of the sulphur melt and optimisation of granule growth. It is essential to manage temperature and sulphur content prior to granulation to ensure that each coating solidifies with sufficient polymeric content. This accommodates shrinkage and ensures a strong bond to the underlying layer; premature polymer relaxation produces laminated, high-friability granules that break down during conveying and stockpiling.
The actions required to maintain polymeric content in old drum granulation systems directly affect throughput as the drum has to operate more slowly to allow more cooling time, due to excessive heat generated inside the drum. In new drum granulation technology with external seed generation system, the spherical granules passing through the rotary drum undergo repeated spraying and rapid cooling of thin layers of molten sulphur, accommodating the natural shrinkage during the transition from melt to solid, without weakening the product.
When a seemingly minor quality issue becomes a plant-wide problem
Flat pastilles and weak granules illustrate a broader truth: minor deviations in product geometry can have a disproportionate impact on the efficiency of the overall operation.
Addressing symptoms at the downstream handling stages without identifying and resolving the underlying cause creates an endless drain on valuable resources and, ultimately, results in lost production.
Stable, export-ready sulphur production depends on controlling product physics at the point of formation. Integrated end-to-end system diagnostics – encompassing sampling, thermal review, and handling stress analysis – remains the most effective defence against performance erosion in sulphur handling plants.