
Sulphur recovery projects 2020
Sulphur’s annual survey of recent, current and future sulphur recovery unit construction projects maps the developing shape of brimstone production from fuel and gas processing plants worldwide.

Sulphur’s annual survey of recent, current and future sulphur recovery unit construction projects maps the developing shape of brimstone production from fuel and gas processing plants worldwide.

The Indonesian government’s decision to enforce the processing of more copper and nickel ores domestically rather than export them to China has led to the rapid development of domestic smelter capacity as well as nickel acid leaching projects.
BASF has developed a new generation of promoter system compatible with MDEA solutions named OASE® yellow. The new promoter system increases the selectivity and capacity of the amine solvent, resulting in improved performance of tail gas treating units and allowing the processing of more sour crudes. A. Kern and G. Vorberg of BASF discuss two case studies demonstrating the benefits of OASE yellow.
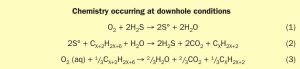
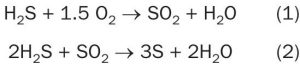
When producing from shale reservoirs, technologies such as horizontal drilling and hydraulic fracturing have been used successfully to access hydrocarbons that otherwise could not be. A less publicised issue in producing from certain hot shale gas reservoirs (T > 100°C) is the presence of H2 S and organo-sulphur compounds in the production fluids. In trying to understand the non-biogenic sources of H2 S, Alberta Sulphur Research Ltd has been involved in studying the decomposition of chemicals used in hydraulic fracturing when exposed to high temperature and high pressure.R.A. Marriott, J.J. Marrugo-Hernandez and R. Prinsloo of ASRL discuss the findings of the study.
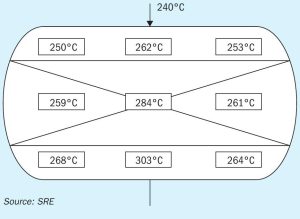
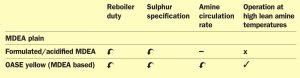
With the ongoing changes in gas field and refinery feedstock compositions, many sulphur recovery units around the world are facing turndown scenarios to such an extent that it is difficult to meet stringent environmental regulations. Equipment and instrumentation behave differently under turndown conditions, and not always in ways that are desirable. Start-ups and shutdowns can place demands on the equipment that are more severe than years of normal operation. In this article, Optimized Gas Treating, Sulfur Recovery Engineering and Comprimo share some of their learnings and experiences of these scenarios.

What are the limits for future single stream sulphuric acid plant capacities? H. Storch, C. Bartlett, and S. Mohsler of Outotec discuss design considerations for large capacity sulphuric acid plants with reference to the world’s largest acid plants built to date.

The Sulphur Institute is holding its annual meeting in Chicago, Illinois this year from April 20th-22nd.
Applied Analytics discusses potential improvements made possible with data and analytical measurements fed into improved mathematical models to produce a more proactive approach to control and better performance of sulphur recovery units, AMETEK Process Instruments explains the benefits of feed forward control, SICK reports on reliable continuous emission monitoring systems and WIKA introduces a new purge-free system to measure refractory temperature in the Claus reaction furnace.

Although North America is no longer the world’s largest sulphur exporter, it remains a major producer and consumer, and there are still significant exports and imports of sulphur into and out of the region.
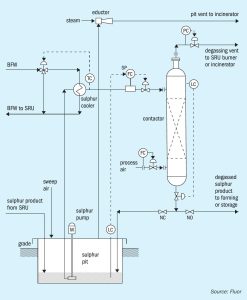
Fluor/GAA continue to strive to improve the performance of the D’GAASS out-of-pit liquid sulphur degassing technology based on commercial operating experience and ever-changing environmental emissions regulations. T. Chow and S. Fenderson of Fluor Energy & Chemicals/ Goar, Allison & Associates discuss operating experience that has led to the improvements of the new patent-pending third generation D’GAASS 3G technology.