

Nitrogen+Syngas 401 May-Jun 2026
26 May 2026
Delivering optimal e-methanol plant solutions
METHANOL SYNTHESIS
Delivering optimal e-methanol plant solutions
Topsoe’s Rishika Chatterjee and Troels Juel Friis-Christensen explain how to avoid challenges and choose the optimal solutions for e-methanol plants based on CO2 feedstocks, electrolytic hydrogen and renewable power.
Methanol synthesis has been a cornerstone of the chemical industry for more than a century. The technology is proven, the reaction chemistry is well understood, and decades of commercial operation have produced an extensive body of engineering knowledge.
But maturity is not the same as flexibility. What works reliably when natural gas arrives at a consistent pressure, composition and flow rate, day after day, can become a liability when the underlying design assumptions are no longer valid. That is precisely the situation confronting e-methanol plants – those based on CO2 feedstocks, electrolytic hydrogen and renewable power.
The core problem is that the engineering rules that govern conventional methanol design were written for a different operating reality. Applying them directly to e-methanol plants, without adjustments, introduces technical risks that are often invisible until capital has already been committed. Understanding where those risks arise – and how to address them early – is one of the most valuable contributions a technology partner can make.
Feed composition and synthesis loop behaviour
The most immediate difference between conventional and e-methanol plants is the feedstock. Natural gas-based and coal-based plants produce syngas rich in carbon monoxide (CO). CO2 based e-methanol plants, by contrast, operate with a feed consisting entirely of CO2 and hydrogen.
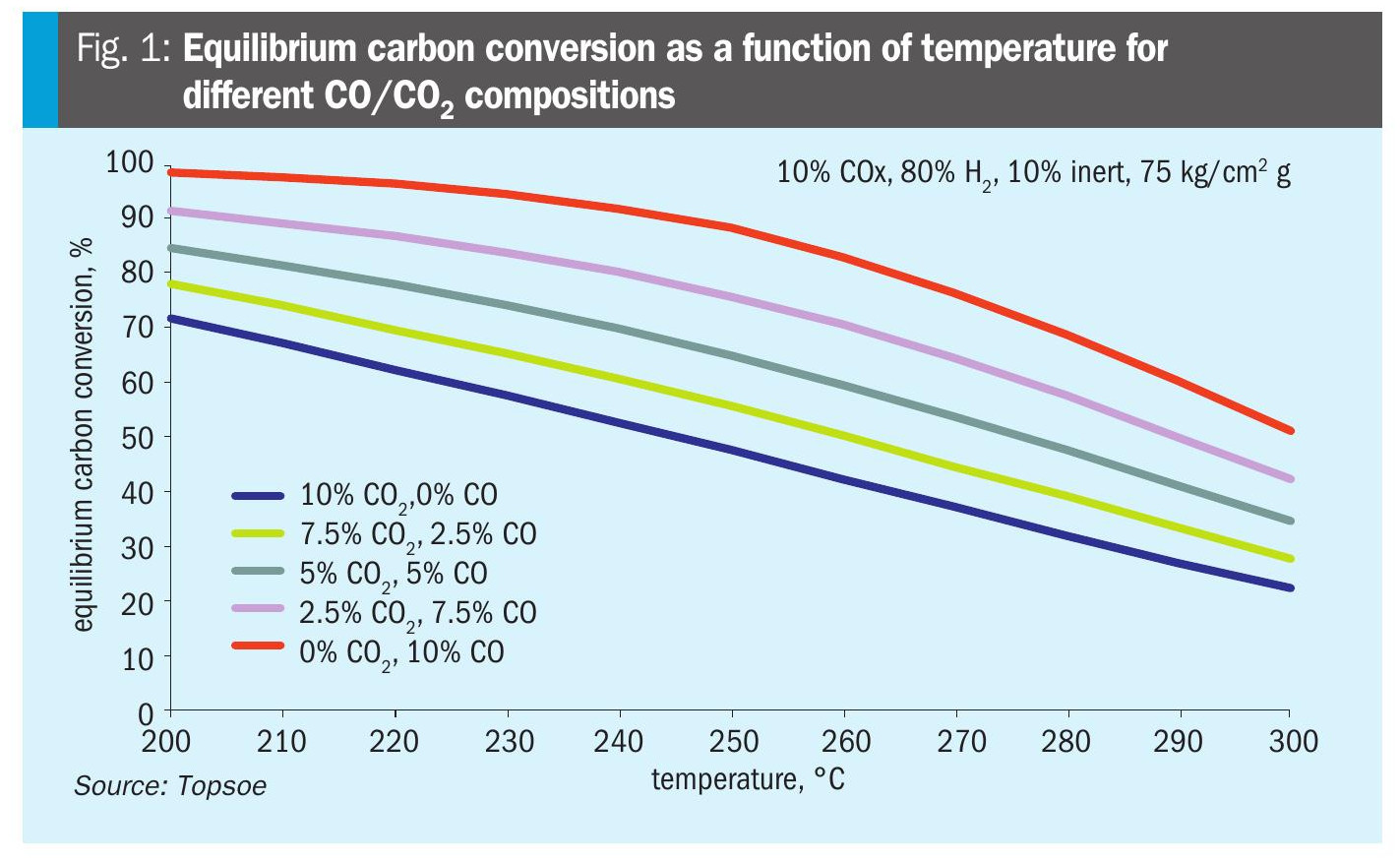
This shift changes the chemistry in two important ways. First, the equilibrium carbon conversion is significantly lower for CO2-rich feeds than for CO-rich ones as shown in Fig. 1. At a given temperature and pressure, a CO2-based synthesis loop converts a smaller fraction of its carbon feedstock to methanol per pass.
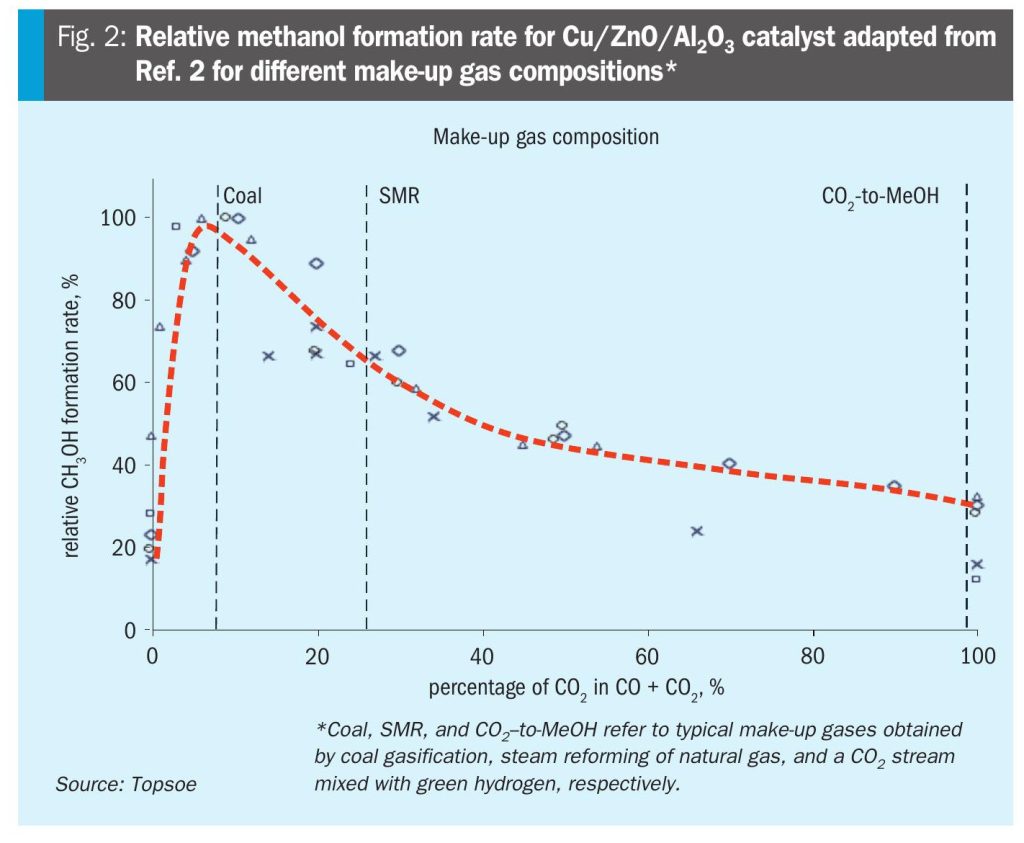
Second, the reaction rate is also reduced: the relative methanol formation rate declines as the fraction of CO2 in the carbon feed increases as illustrated in Fig. 2. The combined effect is that, for the same methanol output, a CO2-based plant requires considerably more catalyst volume than a conventional one.
There is an additional complication for e-methanol plants because the CO2-based synthesis produces substantially more water – a direct consequence of the reaction stoichiometry. Elevated water partial pressure accelerates sintering of copper-based methanol catalysts, reducing activity over time. This is not a marginal effect and specially designed catalyst systems are required to maintain stability under these conditions.
Dynamic operation
Conventional methanol plants are designed for steady-state operation. Reactor sizing, control strategies, heat integration and equipment selection all assume continuous operation at or near a single design point, with only infrequent and carefully managed transitions.
E-methanol plants operate under very different conditions. When hydrogen is produced by electrolysis using renewable power, supply is inherently variable. Wind and solar generation fluctuate on timescales ranging from minutes to hours, and the methanol synthesis loop must respond accordingly. The result is repeated load changes and, in some cases, intermittent operation – a duty cycle for which conventional steady-state design offers limited guidance.
The consequences are not trivial. Pressure variations in the synthesis loop can lead to instability and reduced feedstock utilisation. Repeated thermal cycling introduces fatigue in high-pressure equipment. Codes such as ASME1 specify when pressure and temperature variations must be explicitly addressed in mechanical design – requirements that increase complexity, cost and engineering effort.
Without extended turndown capability, project developers or owners face an unattractive choice: install expensive hydrogen storage to smooth out supply variability or accept lower utilisation of costly hydrogen. Neither option is appealing. As a result, the ability to operate reliably at turndown levels well below the conventional 40-50% threshold in the methanol synthesis is not a nice-to-have for most e-methanol plants. It is a commercial necessity.
E-methanol impurity profiles
E-methanol plants also face impurity profiles that do not exist in conventional natural gas-based plants. CO2 sourced from industrial point sources and hydrogen produced via electrolysis contain trace contaminants that differ in both type and concentration from those seen in traditional syngas.
Sulphur species are particularly problematic, as even very small concentrations can poison methanol synthesis catalysts. Different sulphur compounds may require different guard strategies, and impurity management must be tailored to the specific feedstock source.
Careful characterisation of these impurity streams – and explicit design for them – is not optional. It is one of the areas where inherited assumptions from conventional plants can create genuine technical exposure if left unchallenged.
The scale challenge
Beyond chemistry and operation, there is an economic reality that shapes many technical decisions. Conventional world-scale methanol plants are typically around 5,000 t/d. Their size delivers strong economies of scale, allowing certain costs to be absorbed with relatively little impact on unit economics.
E-methanol plants are usually much smaller. They are constrained by the availability of point-source CO2 and by local renewable power capacity and are often designed below 600 t/d. At this scale, the lack of economy of scale is not a side issue – it is a defining characteristic. Design choices that would be routine in a large plant become critical cost drivers when throughput drops by an order of magnitude.
Modularisation offers a partial response. Standardised plant sizes can reduce engineering effort, shorten delivery times and enable replication across multiple projects. But modular design does not remove the underlying challenge of achieving a competitive levelised cost of methanol when renewable hydrogen – by far the largest operating cost – remains expensive.
The single most important lever for improving the e-methanol business case is efficient use of hydrogen. A plant that can follow hydrogen availability in real time, without relying on large buffer storage, converts a greater share of its most expensive input into product. That is why the fluctuating nature of renewable hydrogen supply poses both a technical and economic challenge; and dynamic operability is the primary means of addressing it.
From simulation to pilot
Addressing these challenges requires experience and engineering know-how. It also, however, requires systematic investigation, combining modelling, testing and physical demonstration.
Steady-state simulation tools, utilising rigorous reactor models and validated catalyst kinetics, establish performance limits across different feed compositions and operating conditions. For e-methanol plants, however, steady-state analysis is insufficient. Dynamic simulations are essential to understand how the synthesis loop behaves during transient events such as rapid load changes, feed interruptions and control system responses.
By combining steady state and dynamic simulations, it is possible to stress test complete designs against realistic hydrogen supply profiles before a plant is built, significantly reducing technical risk.
On the catalyst side, systematic screening and long duration testing under conditions representative of e-methanol operation provide insights that simulations cannot. These tests include elevated CO2 and water partial pressures, variable load operation and extended time on stream. Mechanical strength testing is particularly important because variable operating conditions can lead to catalyst degradation and pressure drop buildup, unplanned shutdowns and reduced plant availability.
In collaboration with Aarhus University, Topsoe operates a pilot facility in Denmark, that includes an industrial-like methanol synthesis loop based on boiling water reactor design with a methanol synthesis capacity of 0.35 t/d (Image 1 and 2). The unit reflects a commercial e-methanol configuration and replicates commercial control logic, including key elements of the dynamic operating strategy.
The boiling water reactor is loaded with Topsoe’s MK417 SUSTAIN™ catalyst and can operate on synthesis gas generated from multiple sources including CO2 + H2.

The control philosophy is to follow the hydrogen supply
The control philosophy developed for e-methanol operation is designed to manage fluctuating hydrogen supply without relying on large intermediate storage. The system is fully automated and capable of following load signals directly from upstream hydrogen production. The recycle flow is adjusted continuously to maintain stable loop pressure as hydrogen input varies by a novel control philosophy.
The control philosophy has been validated through dynamic simulations of the complete synthesis loop. The stability of the loop pressure control during periods with fluctuating hydrogen supply is demonstrated in Fig. 3.
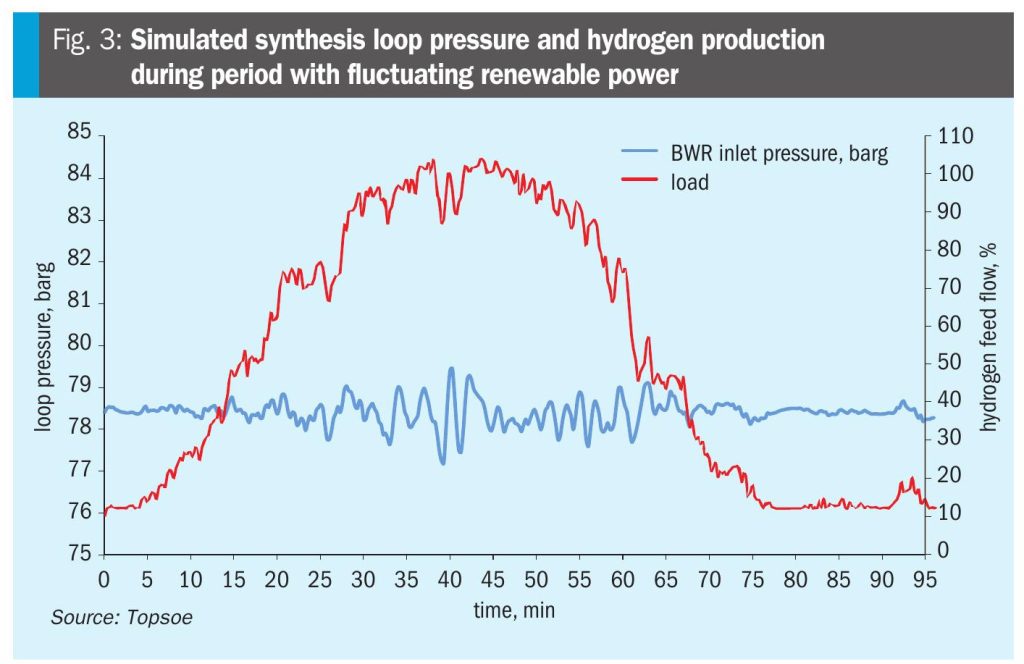
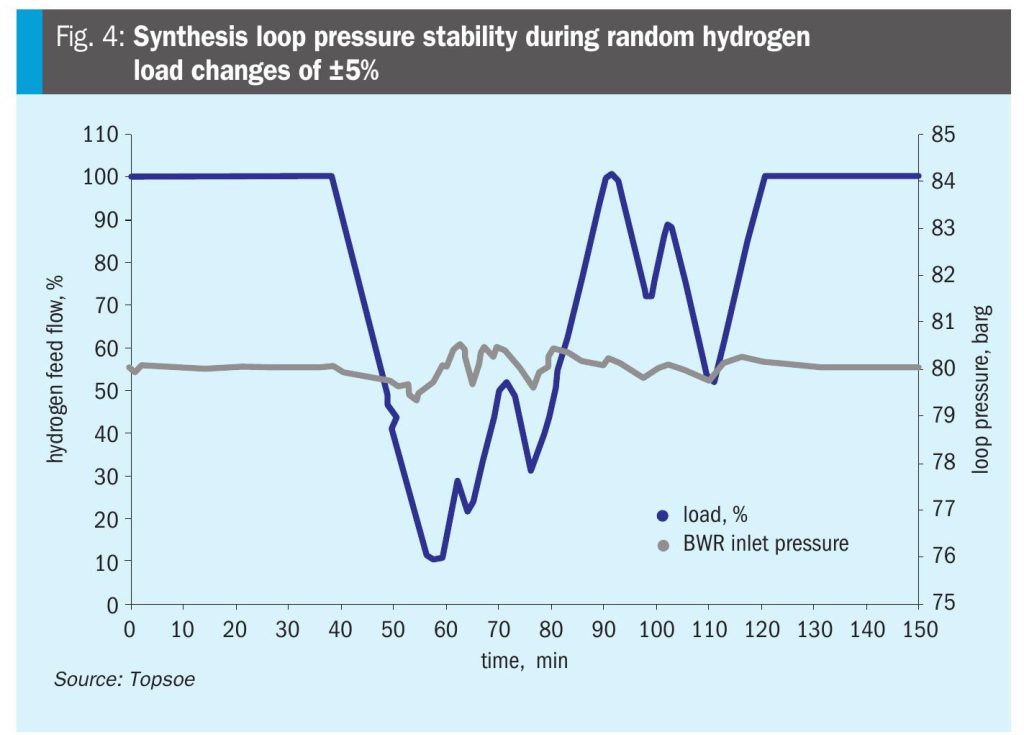
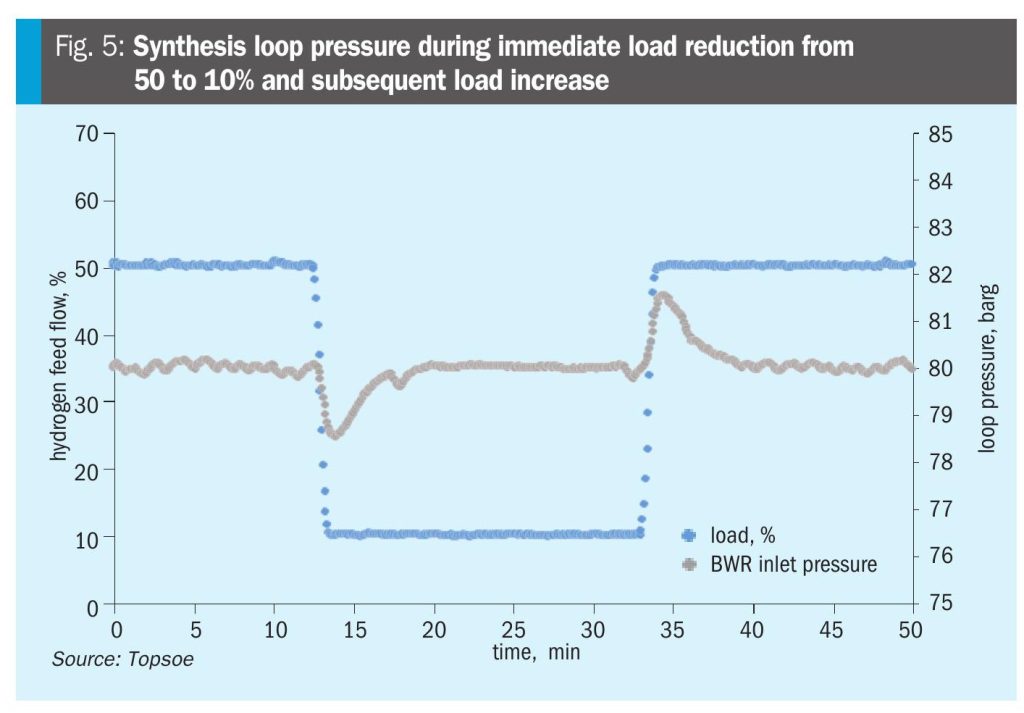
Pilot testing has confirmed that the loop pressure can be maintained stable in a wide operating window under random hydrogen load changes of ±5% per minute, see Fig. 4. The pressure variations remain under control even during abrupt step changes from 50% to 10% load, demonstrating the robustness of the loop design and control philosophy as shown in Fig. 5.
The observed pressure variations are in line with predictions from the dynamic simulations of the same system and well within the 15% of mechanical design pressure limit prescribed by ASME before requiring fatigue screening as part of the mechanical design.
Significance of the boiling water reactor design
The boiling water reactor has a long and proven track record in the conventional methanol space. The selection of the boiling water reactor for e-methanol synthesis reflects a deliberate techno-economic evaluation. In applications with frequent load changes and deep turndown requirements, maintaining stable reactor temperatures and synthesis performance without continuous adjustments is a significant advantage.
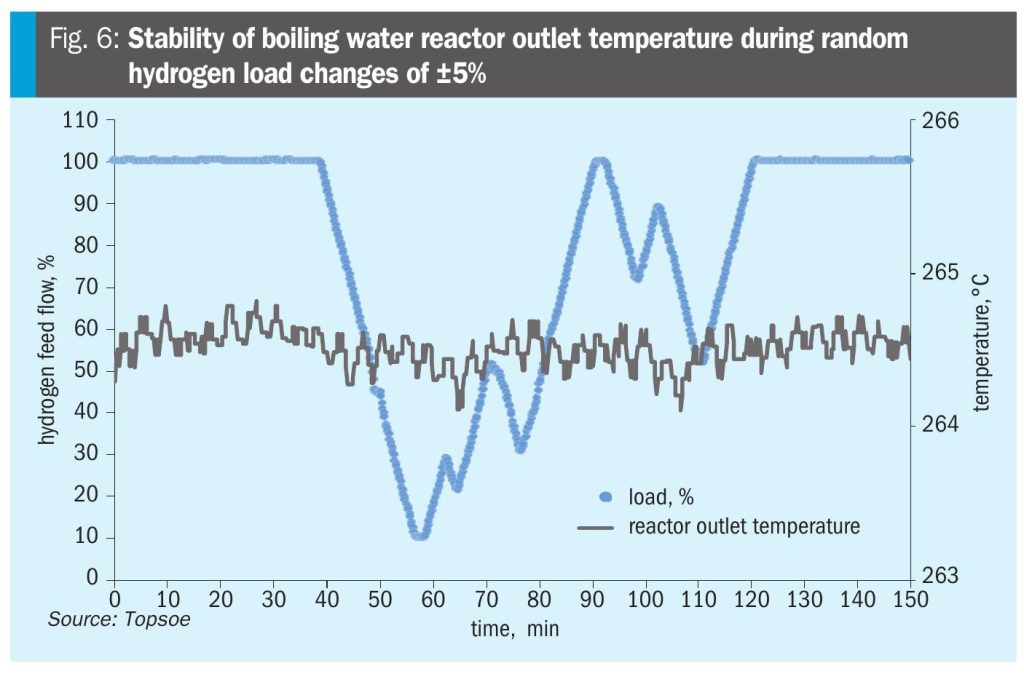
The inherent thermal stability and robustness of a boiling water reactor make it particularly well suited for dynamic operation. The conversion of reaction heat to steam at constant boiling water pressure results in minimal process fluctuations during dynamic operation as shown in Fig. 6. Alternative reactor designs, such as adiabatic or gas-cooled reactors, require more active temperature management to maintain synthesis performance during extended turndown. The boiling water reactor-based synthesis pilot has demonstrated stable production of grade AA ready raw methanol across the full operating range of 10-100%, without the reactor temperature adjustments required by alternative reactor concepts.
A catalyst built for the job is readily available
Conventional copper-zinc-alumina catalysts optimised for CO-rich syngas are not suited for sustained operation with CO2-rich feeds. Higher operating temperatures, increased water formation and frequent load changes place greater demands on catalyst stability and mechanical strength.
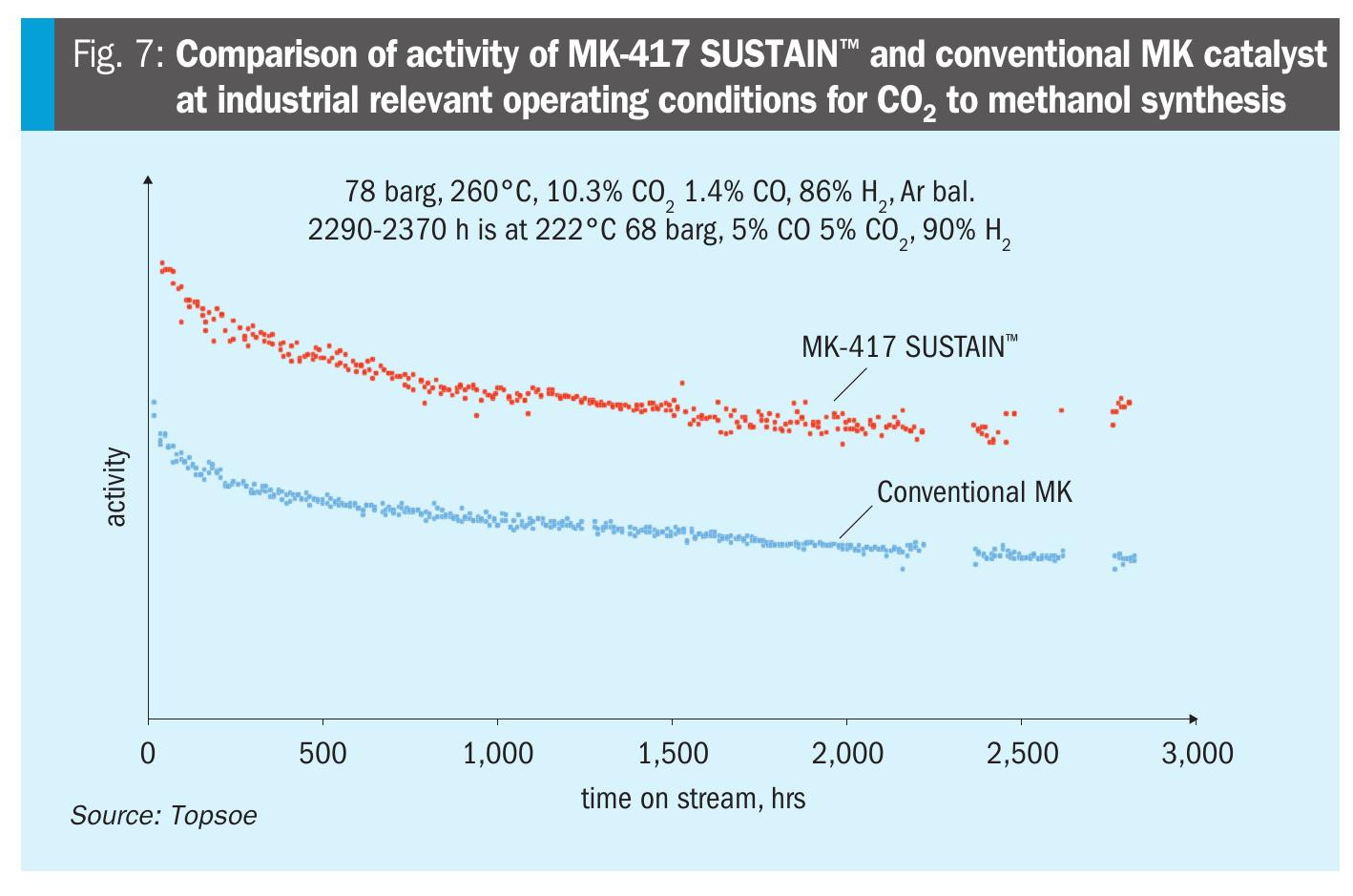
MK-417 SUSTAIN™ has been developed specifically for CO2-to-methanol service. It combines high selectivity for methanol formation from CO2 and H2 – reduced byproduct formation and distillation load – with enhanced resistance to sintering under high water partial pressures. Fig. 7 compares the activity of MK-417 SUSTAIN™ and a conventional MK catalyst over more than 2,000 hours under test conditions that match the reactor inlet conditions of an e-methanol plant. MK-417 SUSTAIN™ shows significantly better performance under these CO2-rich conditions, making it an excellent choice for e-methanol applications.
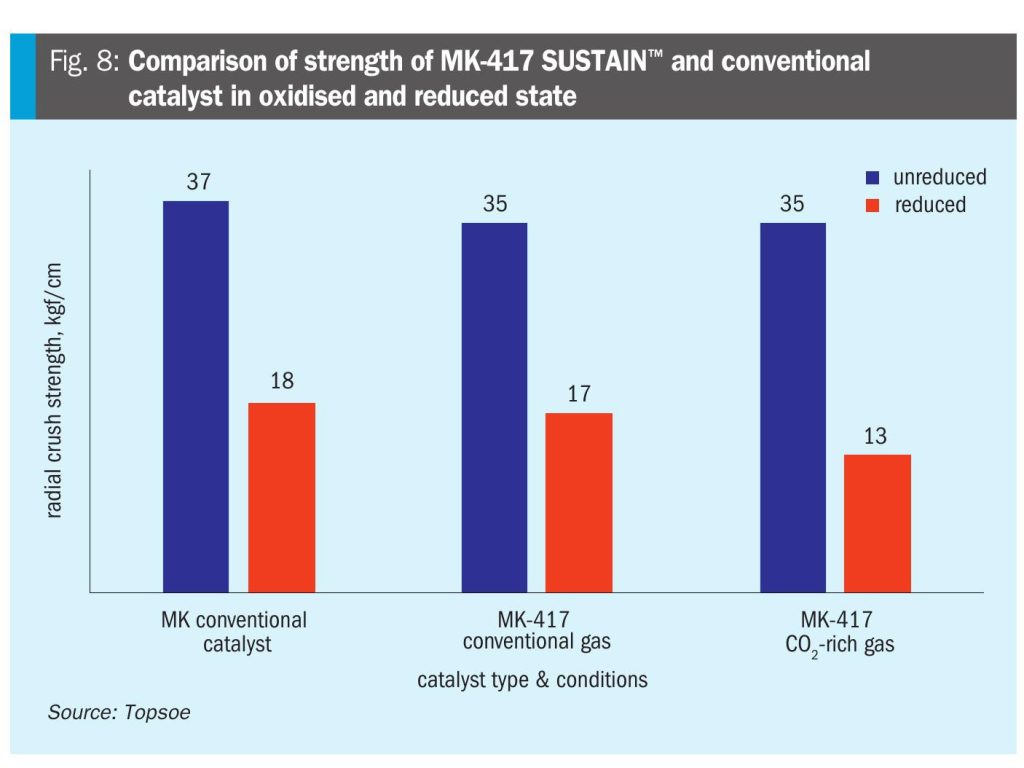
Although the catalyst exhibits high mechanical strength in both the oxidised and reduced states, its strength after activation is particularly noteworthy, as it is comparable to that of conventional catalysts operating under milder conditions as shown in Fig. 8. This directly supports stable operation by limiting pressure drop development and extending catalyst lifetime.
Learnings for your project
The transition from fossil-based to CO2-based methanol production is technically feasible. The chemistry is understood, reactor designs are proven, and catalysts have been developed specifically for the new operating environment. What is not straightforward is carrying forward conventional design assumptions into a fundamentally different context.
Project teams evaluating e-methanol technologies should ask key questions early. For example, has the catalyst been tested specifically for CO2-to-methanol service? And does the reactor and control design genuinely enable deep turndown without compromising operational stability ensuring continuous stable product quality?
Discovering gaps in any of these areas late in a project is costly – in capital expenditure, schedule and plant performance. Early, informed design decisions remain the most powerful lever available. The industry is moving fast – engineering needs to move with it.
References




