
Sulphur: the fourth crop nutrient
Sulphur is becoming an increasingly important crop nutrient – due to a combination of lower sulphur emissions, the increasing prevalence of high-analysis fertilizers and higher cropping intensity.

Sulphur is becoming an increasingly important crop nutrient – due to a combination of lower sulphur emissions, the increasing prevalence of high-analysis fertilizers and higher cropping intensity.

Following the publication of the 2020 nitrogen project listing by our sister magazine Nitrogen+Syngas, we profile a selection of leading nitrogen projects and their process licensors. Australia, Egypt, India, Nigeria and Russia have been key countries for new project developments.

Tecnimont SpA has signed an EPC contract worth approximately e200 million with Gemlik Gübre Sanayii Anonim Sirketi for the construction of a new urea and urea ammonium nitrate (UAN) solutions plant at Gemlik, 125 km south of Istanbul. The plant will have a capacity of 1,640 t/d of granular urea and 500 t/d of UAN, and will be based on Stamicarbon urea technology, a fully owned subsidiary of the Maire Tecnimont group. The scope of work includes engineering, supply of all equipment and materials and construction and erection works. Project completion is planned within about three years of the contract beginning.

The impact of coronavirus on both supply and demand continues to provide considerable uncertainty to the market. Industrial demand seems to have been worst affected, and fertilizer related demand has largely kept up, although shutdowns in India’s ammonium phosphate sector have also affected demand. Spring is traditionally the strongest time for fertilizer demand, and this has helped support prices at least in the short term.

Southeast Asia has been a major site for new syngas projects in recent years as countries such as Indonesia, Malaysia and Brunei continue to monetise their natural gas resources.
A Stamicarbon urea plant attempts to start up after a scheduled turnaround. Due to maintenance issues, it is necessary to shut down and block in the synthesis section several times. Although licensor’s procedures have been followed, several signs of active corrosion are noticed in the liner of the reactor. What could the cause be for this unexpected behaviour? Can sharing experiences from colleagues from other urea plants provide valuable support to find the root cause or even provide new insights into possible new causes? One observation is that the typical heating up rate of a liner in a reactor is much higher than recommended (refer to diagram). The condensation heat of steam heats up the liner much faster than the carbon steel pressure bearing wall. This creates stress on the liner and affects the lifetime of the liner. Another observation is a temperature rise in the reactor during a blocking in situation. This can be a cause for loss of oxygen required for passivation, resulting in higher corrosion rates.

Alistair Wallace, Head of Fertilizer Research, Argus Media, assesses price trends and the market outlook for nitrogen.
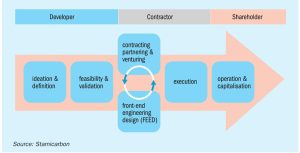
Paving the way for commercially attractive, sustainable, decarbonised fertilizer production, J. Dobrée of Stamicarbon BV discusses the latest developments for nitrate fertilizer production based on renewable feedstocks sourced from solar and wind energy. Stamicarbon has upgraded plant designs used in the past to create a new type of small-scale fertilizer plant capable of producing a product mix that can be adjusted to meet specific local requirements with maximised output value, thereby maintaining a competitive position towards imported products and large-scale producers.

Market Insight courtesy of Argus Media

Digitalisation and the analysis of big data are playing an increasing role in fertilizer production. Innovative digital and cloud-based services are being offered by a range of technology companies, including Casale, tkIS, Topsoe and TOYO.