
Sulphur + Sulphuric Acid 2021
A look at papers presented at CRU’s annual Sulphur + Sulphuric Acid conference, which was once again held virtually, in November 2021.

A look at papers presented at CRU’s annual Sulphur + Sulphuric Acid conference, which was once again held virtually, in November 2021.

As sulphur recovery units operate at progressively higher temperatures, creep stress in the furnace refractory lining can lead to deformation or even failure of the bricks and require the shutdown of the SRU. UK-based DSF Refractories have developed a product which minimises creep stress damage at high temperatures, for a longer-lived furnace lining.
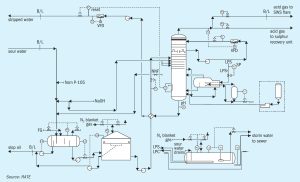
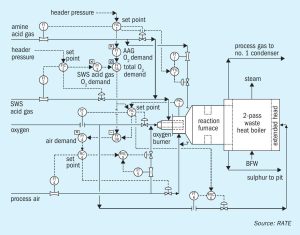
M. Rameshni and S. Santo of RATE discuss different sour water stripping gas processing options, depending on contaminants in the sour water streams and site-specific requirements.
India’s power and renewable energy minister RK Singh has placed draft plans before the cabinet for the country’s refining and fertilizer sectors to switch to renewable ‘green’ hydrogen feeds. Other energy intensive sectors such as steel and transport are likely to follow. The policy suggests that refiners must have 10% of their hydrogen consumption generated from renewable electricity by the end of financial year 2023-24, rising to 25% by 2030. The comparable figures for ammonia/urea production are 5% and 20%, respectively. India is pursuing some of the world’s most ambitious renewable energy targets of 175 GW of renewable energy capacity by the end of 2022 and 450 GW by 2030.

John M. Bryant , President and CEO of The Sulphur Institute, looks at how the sulphur supply chain has reacted to the extraordinary circumstances of the pandemic over the past 18 months, and the key principles of a successful sulphur supply chain.
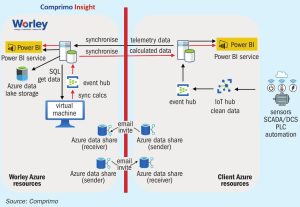
Comprimo has recently launched two new solutions to make the most of existing data and to improve customer’s operations and customer knowhow: Comprimo Insight – an intelligent sulphur plant dashboard, and Comprimo Immerse – a dynamic sulphur plant simulator. In this article, Comprimo goes into the details of how Comprimo Insight and Comprimo Immerse are being implemented for its customers.

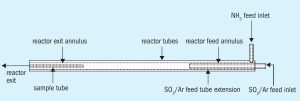
Temperature monitoring and measurement of the Claus thermal reactor in sulphur recovery units is one of the most challenging applications in the oil and gas industry. Recently, market interest in unpurged thermocouples has increased with the introduction of new unpurged thermocouple designs utilising alternative thermowell materials such as monocrystalline sapphire.
Are the three “T”s (temperature, turbulence, time) of Claus unit ammonia destruction still meaningful with improved understanding of the thermal reactor? CFD models appear to be adequate at higher temperatures, e.g. 1,200°C, but not at lower temperatures, e.g. 800°C and 1,000°C. A. Keller, on behalf of the Amine Best Practices Group, reviews how meaningful the rules of thumb for Claus unit ammonia destruction really are.

New state-of-the-art equipment has been installed in the thermal stage of one of Europe’s largest Claus SRU units. Substoichiometric firing and a furnace designed with CFD calculations and a modern compact boiler system design based on detailed heat engineering and FEM calculations were key to the success of the retrofit. P. Foith of CS Combustion Solutions reports on the retrofit and how the novel combination of a CS low pressure swirl burner, additional mixing using a VectorWall™ and a new waste heat boiler design achieved the desired results.
With the sulphur content of crude oil and natural gas on the increase and with the ever-tightening sulphur content in fuels, refiners and gas processors will require additional sulphur recovery capacity. At the same time, environmental regulatory agencies of many countries continue to promulgate more stringent standards for sulphur emissions from oil, gas and chemical processing facilities. Rameshni & Associates Technology and Engineering discusses options for compliance with new regulations on emissions regarding IMO 2020 compliance and report on the results and evaluation of three case studies. Worley Comprimo reports on the revamp of a sulphur complex built in the late 1980s at a refinery in East Asia with the aim to increase the capacity, improve the availability and reliability and make the unit environmental compliant.