
Refineries and the energy transition
As refiners adapt to the transition to a lower carbon economy, different strategies are likely to impact upon sulphur output.

As refiners adapt to the transition to a lower carbon economy, different strategies are likely to impact upon sulphur output.

Elessent Clean Technologies introduces the MECS digital advisor, a web-based dashboard for plant performance assessment, troubleshooting and a supplemental mentoring tool for less experienced engineers and operators.

Digitalisation is making a strong impact in the process industry and is providing an opportunity to have a positive impact on the production KPIs. Metso’s Metals & Chemical Processing Business reviews the impact of digitalisation in the sulphuric acid industry today and discusses the concept of a future pit-to-port system within a digital eco-structure.

Morocco’s OCP is continuing to expand its phosphate fertilizer production capacity. This includes the construction of new sulphur-burning acid capacity to support phosphate production and provide carbon-free power.
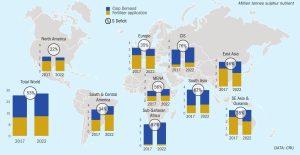
Sulphur plays an important role in crop nutrition. Indeed, sulphur is increasingly being recognised as the fourth major crop nutrient alongside N, P and K. However, a combination of intensive agricultural practices, increasing application of high-analysis fertilizers and tighter air quality regulations has led to increasing sulphur deficiency in soils. In this insight article, CRU’s Peter Harrisson looks at what’s driving sulphur deficiency and whether there’s a gap in the market for sulphur fertilizers.

Sulphur Experts outline the steps required to determine optimised SRU incinerator operating conditions. Although a proper determination of the ideal SRU incinerator operating conditions for any given facility is complicated by a combination of inconsistent permitting standards and poor understanding of the role of the SRU incinerator, the payoff for incinerator optimisation is a significant decrease in natural gas usage with corresponding savings in operating costs, a decrease in CO2 emissions, and a simultaneous reduction in NOx and SO3 emissions.

CRU and UniverSUL Consulting, together with the event host, ADNOC, are delighted to welcome you back for MEScon 2024 at the Conrad Abu Dhabi, Etihad Towers from 20 to 23 May 2024.

The Sulphur Institute (TSI) held its World Sulphur Symposium in Charleston from April 2nd to 4th.
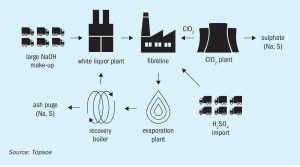
The implementation of WSA technology to recover sulphur as sulphuric acid from lean sulphurous off-gases offers significant environmental benefits. These include waste reduction, resource efficiency and reduced overall CO2 e footprint, while also producing profitable sulphuric acid. By embracing such practices, industries can ensure improved or better consumption and production patterns and foster a more sustainable and responsible future. J. Feddersen and S. S. Johansson of Topsoe illustrate these benefits using three distinct industrial applications where WSA technology provides a smarter way to treat sulphurous off-gases. It is not only waste stream management in the three cases, but also reduced transportation of chemicals, reduced opex and reduced CO2 e footprint.
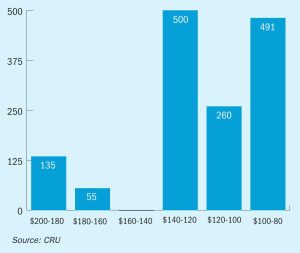
Sulphur prices reached a low point in mid-February, with buyers looking to the tender from Muntajat as well as the return of Chinese buyers following the Lunar New Year holiday for the direction that the market would turn. CMOC’s 5 February tender for 40,000 tonnes of sulphur for early-April arrival was indicated awarded in the upper $90s/t c.fr on supply from the FSU, though details were not confirmed.