
Fertilizer finishing: last but not least
New innovations and the latest equipment options from FEECO International, Casale, thyssenkrupp Fertilizer Technology and Eirich are helping to perfect the fertilizer finishing process.

New innovations and the latest equipment options from FEECO International, Casale, thyssenkrupp Fertilizer Technology and Eirich are helping to perfect the fertilizer finishing process.
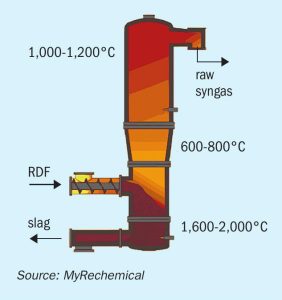
Johnson Matthey and MyRechemical have formed an alliance to commercially develop waste to methanol technology. In this article, two different approaches to waste disposal and chemical production are analysed: a post combustion scenario with waste incineration and hydrogenation of the CO2 recovered from flue gas to produce methanol, and a precombustion approach with waste gasification followed by conversion of synthesis gas into methanol.

The European Union is seeking to create a climate-neutral and circular economy through its flagship Green Deal policy. The fertilizer industry can support these objectives by adopting inhibitor treatment technology (ITT) and controlled-release fertilizers (CRFs) based on biodegradable polymers. These two innovations have a vital role to play in improving nitrogen use efficiency and the shift towards more sustainable resource use, says Dr Matthias Potthoff of thyssenkrupp Fertilizer Technology.

A selection of innovative products and technologies that have recently been brought to market.

T. Hentrich and B. Nowak of VDM Metals provide an overview of the development of VDM® Alloy 699 XA, a new generation, metal dusting resistant alloy, available in a wide range of product forms, for demanding applications in the chemical process industry.

M. Østberg and M. Rautenbach of Haldor Topsoe describe ReShift ™ technology, a new high temperature CO 2 reforming process, where preheated CO 2 is added directly downstream of a main reformer and then equilibrated in an adiabatic reactor. This new technology makes use of the high temperature of the reformer effluent to circumvent carbon formation, while at the same time maintaining an overall minimum steam to hydrocarbon carbon ratio, depending on process specific conditions. An increase in the amount of CO 2 added to the process will result in an increased fraction of CO in the produced synthesis gas. Synthesis gas with H 2 /CO ratios in the range 0.5-3 can be produced. These CO-rich gases are typically utilised in the production of functional chemicals and synthetic fuels.

Temperature monitoring and measurement of the Claus thermal reactor in sulphur recovery units is one of the most challenging applications in the oil and gas industry. Recently, market interest in unpurged thermocouples has increased with the introduction of new unpurged thermocouple designs utilising alternative thermowell materials such as monocrystalline sapphire.
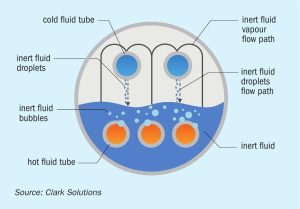
N. Clark, B. Avancini and V. Sturm of Clark Solutions discuss a novel technology, SAFEHX® , providing a new approach to the cooling of strong sulphuric acid. Prototype results are shown and indicate a safe and stable cost-effective technology. SAFEHX® can be extended to every heat exchanger system where corrosion, mixture risks, fouling, process liquid loss (or contamination) and temperature control are key concerns.
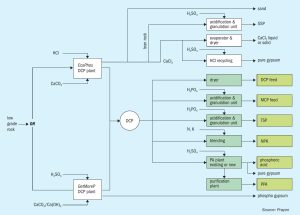
Prayon’s Hadrien Leruth and Marc Sonveaux highlight the latest phosphate production developments at the company – and share their experience of how innovative ideas are validated, industrialised and turned into commercially-viable technologies.

Recent innovations in fertilizer granulation include thyssenkrupp’s new process for premium ammonium sulphate production. Eirich has launched new equipment for NPK granulation, while Rhewum is also offering new screening technology.