Sulphur 422 Jan-Feb 2026

29 January 2026
Sulphur + Sulphuric Acid 2025
CONFERENCE REPORT
Sulphur + Sulphuric Acid 2025
CRU’s annual Sulphur+Sulphuric Acid Expoconference was held from November 3rd to 5th, at The Woodlands, Texas.
The sulphuric acid energy transition panel, Monday afternoon (PHOTO: CRU).
The main section of the conference was preceded as usual by a morning of troubleshooting clinics, one on SRU operation, and the other on sulphuric acid plants. There were also technology showcases by Recalibrate, Wylton (China) Chemical Co and Sulphurnet.
Commercial sessions
Lisa Connock, Managing Editor of Sulphur Magazine at CRU, opened the conference, framing the event as a pragmatic, forward-looking gathering for an industry that powers global agriculture, manufacturing, and critical value chains.
The opening paper, delivered by CRU economist Maria Garcia, began with a discussion of US tariff chaos – rates spiking to 35% in April before settling near 18%. US customs revenue doubled to $113 billion in fiscal 2025’s first nine months, making tariffs “one of the largest revenue sources for the federal government” and thus “likely to remain sticky”. Brent crude, anchored in the mid-$60s, reflects “policy friction, not shortage”, but sanctions on Rosneft and Lukoil – half of Russia’s crude exports – are rerouting sour barrels eastward through “darker, longer, and more expensive routes”. For US Gulf refiners configured for heavy, high-sulphur crudes, the result is feedstock scarcity: Maya and WCS discounts to Light Louisiana Sweet have collapsed, and sulphur recovery is “stalling” even as refiners stay busy.
Maria’s paper was followed by a keynote panel discussion chaired by Willis Thomas of CRU, which explored sulphur and sulphuric acid’s critical role in the energy transition, focusing on battery metals and lithium recovery. Andrew Nissan (Lyten) demonstrated that sulphuric acid is “the unsung hero” of lithium-ion batteries, essential for converting nickel, manganese, cobalt, and aluminium into sulphates for cathode active materials. He also presented Lyten’s lithium-sulphur battery technology, which offers 350 Wh/kg energy density – 40–60% lighter than nickel-based chemistries, with superior thermal stability and a 100% North American supply chain. Rene LeBlanc and Christopher Larson (Lithium Americas) detailed their Thacker Pass project in northern Nevada, which will produce 40,000 t/a of lithium carbonate using 250,000 t/a of liquid sulphur to generate sulphuric acid for clay leaching. Frank Nikolic (CRU) contextualised the broader battery metals landscape, noting that sulphuric acid represents 20% of all-in costs for Indonesian nickel operations, with North American demand for lithium potentially reaching 200–300,000 t/a by 2035; he emphasised that China’s dominance across the battery value chain from mining to refining requires urgent US policy action and onshoring. The panel concluded that sulphur and sulphuric acid are indispensable to the energy transition, with Willis Thomas saying: “the ultimate winner here is sulphur and sulphuric acid, no matter how we want to put it.”
Sulphur and sulphuric acid markets
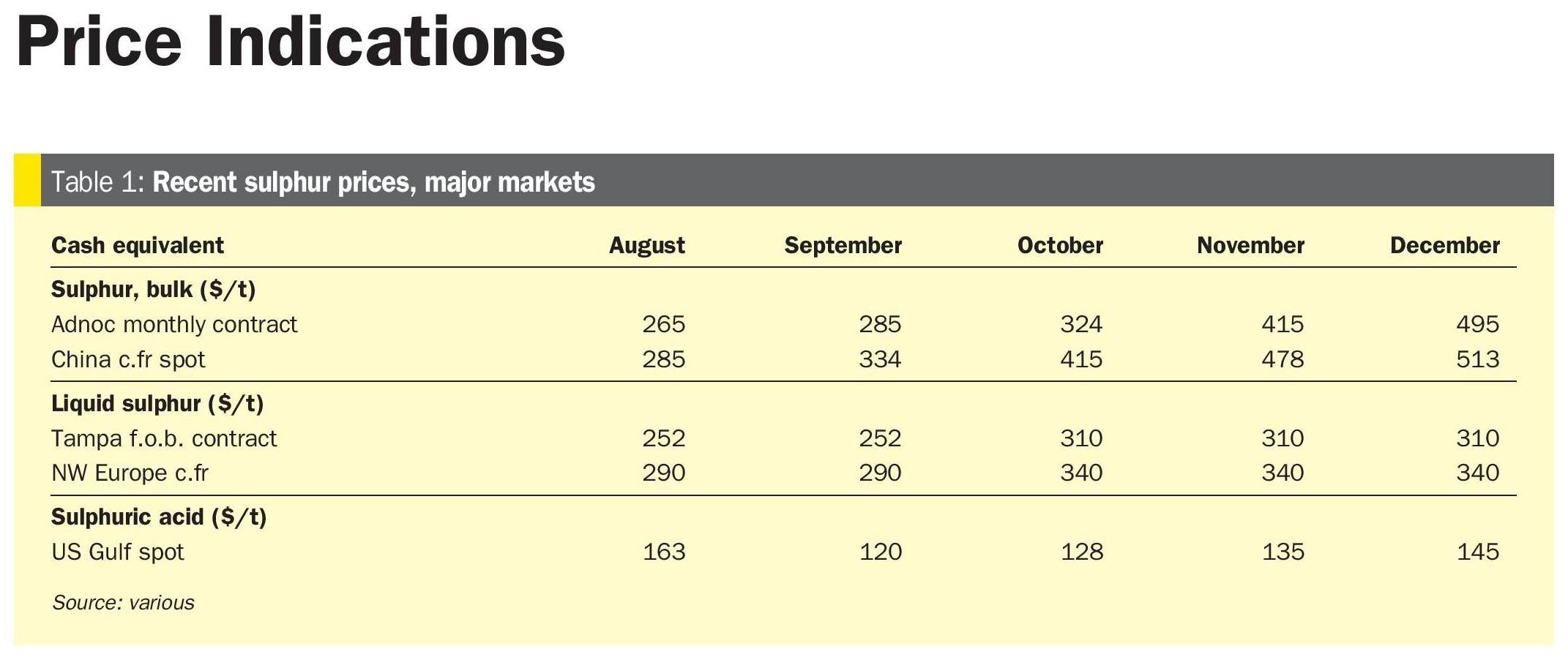
Dr. Peter Harrisson’s global sulphur market outlook framed 2025 as an unprecedented supply crisis, with prices surging from $120–150/t in early 2024 to $450 by late 2025; a rally driven not by speculation but by fundamental supply failure. Kazakh inventory liquidation (1.5– 1.7 million tonnes) masked underlying tightness through Q1 2025, but persistent demand collided with collapsing supply. Russian drone strikes on Astrakhan and Orenburg gas facilities removed over 500,000 tonnes per quarter, while US refining sulphur content declined by 0.25%, eliminating up to 900,000 t/a of sulphur due to lighter crude slates. Indonesian nickel demand surged by 1 million t/a, while phosphate affordability collapsed: China’s sulphur-to-DAP price ratio approached 1:1, “fundamentally challenging and breaking parts of the industry in Asia.” He projected persistent high prices through Q1 2026, potentially reaching $500, before correction toward long-run marginal cost of $180–200 f.o.b.
The subsequent keynote panel addressed three themes: trade policy and tariffs, supply chain resilience, and long-term demand security. Craig Jorgenson of TSI reported intensive advocacy since January 2025. Jorgenson highlighted TSI’s push to designate sulphur as a critical mineral in both US and EU frameworks, emphasizing that “without sulphur, you can’t get to those critical minerals.” Al Foley (InterAcid) noted tariffs add $15–20/t to seaborne imports, making Mexican/Canadian supply more competitive, though some customers resist tariff pass-through. Jay Davis of Chevron described operational flexibility managing lighter crude slates – US refineries have mothballed sulphur plants as crude sulphur content declined by 0.25%. Dan Deaver of Georgia Gulf emphasised supply diversification as “absolutely critical,” noting agriculture demand will curtail as sulphur prices rise.
The last paper of the day, CRU’s Viviana Alvarado’s sulphuric acid market outlook highlighted that acid prices have decoupled from sulphur’s rally, remaining “broadly reasonable” despite tight supply. Prices rose from H2 2024 through August 2025 due to Chilean smelter disruptions, then briefly corrected to $150/t in September before rebounding on renewed tightness. The acid premium over sulphur collapsed to $22/t in October, explaining why China’s record exports in 2025 came almost entirely from smelter acid (up 106% year-on-year), filling gaps in Chile and Saudi Arabia. But the global copper concentrate deficit also forced smelter curtailments.
Sulphur technology
Tuesday opened with presentations on amine technologies for effective H2S removal. Rodolfo Gonzales from BASF presented a case study on ExxonMobil’s Flexsorb technology, demonstrating how a Middle Eastern refinery achieved improvements by switching from MDEA to Flexsorb. The facility increased acid gas processing capacity by 60-70% while reducing H2S in treated gas from over 100 ppm to less than 50 ppm, and tail gas H2S from 300-500 ppm to under 100 ppm, without major equipment modifications.
Prashanth Chandran from Optimized Gas Treating introduced rate-based simulation models for liquid-liquid extraction in LPG treating, moving beyond traditional ideal stage models. This represents a significant advancement in predicting actual performance, particularly for COS and mercaptan removal, where the model validated against 15 commercial LPG treaters showed good agreement with plant data.
New technologies presented included a paper by Sebastien Duval from Aramco, who presented a revolutionary approach using diluted wet sulphuric acid for tail gas treatment. Operating at 60°C with hydrogen peroxide injection, this system could achieve near-zero SO2 emissions while reducing the carbon footprint by 80-90% compared to conventional amine systems. The technology produces weak sulphuric acid as a byproduct.
Elmo Nasato discussed catalytic incineration as an alternative to thermal oxidation, demonstrating 67% reduction in operating temperature, 40% less fuel consumption, and 82% lower stack flow rates. With CO2 becoming the molecule of concern rather than SO2, catalytic systems offer significant advantages in reducing carbon footprint.
Joe Weiner from 8 Rivers Capital introduced the SEPARATE process – a low-temperature distillation system for ultra-sour gas that eliminates amine requirements by using CO2 itself as the stripping solvent. Economic analysis showed 30% reduction in levelised costs for high H2S gas (16 mol-%) compared to conventional MDEA systems.
Topsoe demonstrated how WSA (Wet gas Sulphuric Acid) technology can transform sulphur plants from energy consumers to exporters. Two refineries, one in India and one in South America, reported fuel savings by implementing WSA, while achieving 99%+ sulphur recovery.
Reliability and maintenance
SGS Sulphur Experts presented eight case studies on making it to turnaround under challenging conditions. Logan Muehlstein demonstrated creative solutions including bypassing entire Claus stages, conducting sulphur washes without traditional methods, and managing waste heat boiler failures. A key takeaway: “The key to managing abnormal operating conditions is understanding process chemistry, corrosion mechanisms, and process limitations”.
Tammy Chan from Worley Comprimo shared a case study on reusing existing amine and sulphur plants for SAF (Sustainable Aviation Fuel) projects. For a North Dakota refinery processing bio-feedstocks with only 1,300 lb/d sulphur production, the study compared multiple technologies. Despite the small scale, reusing the existing amine/SRU system proved most economical, with lowest CapEx and competitive OpEx, particularly when considering a 15 year life cycle.
Motiva Port Arthur and Zeeco presented critical findings on thermal oxidiser trip scenarios. The presentation highlighted flammability concerns when tail gas is used as purge gas during incinerator trips. Using ISO 10156 methodology, they demonstrated that while the method can determine if gas is flammable, it cannot definitively prove it is safe as inert purge gas due to temperature, mixing, and composition variables.
Elmo Nasato presented CFD modelling of Claus reactors, emphasising that catalyst displacement is a far more common problem than generally recognised. The simulation work demonstrated that proper inlet distribution and stress calculations are critical KPIs – not just conversion efficiency. “Catalyst movement is hard to conceptualise, but it happens over and over again,” Nasato noted, describing cases where catalyst was replaced every nine months due to unrecognised displacement.
Aramco engineers shared “seven deadly sins” of thermal reactor and furnace design, covering everything from thermal growth management to thermowell installation. One finding was that weather shrouds, traditionally considered standard equipment, can actually increase shell temperatures in hot climates by trapping radiant heat. Removing shrouds reduced shell temperature by 184°C in one Saudi case.
Environmental footprint
Marco van Son opened Wednesday with a case study on resolving high SO2 emissions at ENAP Bio Bio refinery in Chile. The facility experienced 20,000 ppm SO2 events affecting a nearby school. Investigation revealed the root cause wasn’t the new DCS system as suspected, but incorrect air-to-acid-gas ratios and improperly tuned tail gas analyser controllers. Operator training using Worley’s dynamic simulation tool (EMERGE) proved critical in preventing future events.
The subsequent emissions panel provided comprehensive coverage of CO, NOx, and CO2 alongside traditional H2S and SO2 concerns. CO destruction requires 750-800°C in thermal oxidisers for 400 ppm outlet targets, with residence time being critical. Tail gas hydrogenation can reduce CO to hundreds of ppm in refineries but thousands in gas plants due to higher CO2 content. NOx formation increases linearly with temperature but decreases with lower temperatures – the opposite trend from CO.
CO2 footprint increases as emission specs tighten, creating tension between environmental goals Christopher Lavery from ASL presented kinetic data showing CO is the most difficult tail gas component to oxidise, requiring the highest temperatures.
Ametek addressed the challenging question of measuring COS and CS2 in sulphur plants. Michael Gaura demonstrated that UV spectroscopy faces severe interference from H2S, SO2, and sulphur vapour at most measurement points. The best location is after the amine absorber outlet, where concentrations are low enough for reliable measurement, though this doesn’t help diagnose upstream catalyst bed issues.
Nuberg Engineering presented an economic analysis for coal gasification projects in India, comparing sulphur recovery versus removal. For lean gas on a short life cycle, removal may be attractive, but for longer lifecycles or high-sulphur gas, recovery becomes economically superior. Disposal costs are increasingly driving decisions toward recovery even at small scales.
Product handling
The final session focused on safe sulphur handling. Trimeric Corporation emphasised that hazards in molten sulphur systems are always present, even during normal operation. Key recommendations included using sweep air rather than nitrogen blanketing (to avoid pyrophoric iron sulphide formation), implementing proper degassing to reduce H2S below 10 ppm, and recognising that even degassed sulphur can evolve lethal H2S concentrations in closed headspaces.
Elessent Clean Technologies demonstrated the DynaWave scrubber for sulphur vapour treatment, achieving <5 ppm H2S, <5 ppm SO2, and low particulate from melting operations handling 1,920-3,720 short tons/day. The technology continuously washes the inlet barrel, preventing sulphur buildup – a critical feature for reliability.
Sulphurnet concluded with best practices for sulphur melting and filtration, emphasising lime addition for acid neutralisation, proper pre-coating procedures, and the advantages of cellulose over diatomaceous earth as filter media. Online turbidity monitoring between filter stages enables immediate detection of filter breakthrough, preventing contaminated sulphur from reaching storage.
Sulphuric acid technology
The acid technology papers began with a series of presentations on operations and best practises. Ben Senyard of Worley kicked off with a look at ways of maximising return on investment in an acid plant; by reducing downtime via high reliability components, and optimising plant design for less thermal and chemical stress; unlocking by-product value via low grade energy recovery; and evaluating the total cost of ownership when comparing technical options.
Justin Thiems of Elessent looked at the challenges in producing ultra-pure SO3 for the semiconductor industry, while Ethan Schrader of CG Thermal explained the use of ceramics to resist corrosion in SO2 scrubbers and quench gas coolers. Steve Puricelli of EXP OG&C Group tackled the age old question of brick vs alloy-lined acid towers, with a comprehensive look at the benefits and drawbacks of each.
Collin Bartlett of Metso discussed maintaining acid quality from metallurgical offgases, stressing increasing impurity loads as ore grades decline and the need for robust gascleaning. He presented digital process optimisers, tail-gas scrubbing options, pilot test capabilities, and emphasised proactive maintenance and upgrades to protect acid plant performance.
Michael Labbe of REMA outlined integrated surface protection and reliability services for sulphuric acid assets: acid-resistant coatings/linings, predictive maintenance workflows, engineering, conveyor/tyre repair solutions and global service capacity.
PegasusTSI reviews hydrogen generation and accumulation risks in sulphuric acid plants (e.g., IPA/HRS towers), showing how hydrogen can accumulate in dead spaces and reach flammable concentrations. They outline CFD-backed vent sizing methodology for buoyancy-driven high-point vents, empirical validation, and recommend layered safeguards (venting, automation, administrative controls) to mitigate ignition risk.
Clark Solutions presented the SAFEHX heatrecovery concept for sulphuricacid plants: a threefluid exchanger using an inert buffer to recover SO3 absorption heat safely without exposing water to acid. They detailed retrofit requirements for existing doubleabsorption trains, expected steam and coolingwater savings, safety advantages and practical adaptation steps for brownfield installations.
Operations
Operator experiences included PT Petrokimia Gresik, who discussed the use of silica by-product as a sustainable alternative to diatomaceous earth for sulphur filtration; and Alvaro Jara from Southern Peru Copper who described steps taken to improve reactor performance at the Ilo metallurgical acid plant by improving filtration and gas cleaning. Stuart Hintze of JR Simplot explained the repairs and improvements that Simplot had taken to keep a 40-year old converter operating efficiently, including a new steam superheater and changeout in catalyst loading. Finally, Blake Stapper of Messer describes debottlenecking a spent acid regenerator using strategic O2 injection into the spentacid decomposition furnace.
Catalysts
Leading off a section of papers on acid catalysts, Wylton (China) described the optimisation of its CHP75BPlus catalyst via better diatomite carrier selection, optimised dispersant and binder dosages and a new mixing/process method. Characterisation showed higher porosity, improved dispersibility, more oxygen vacancies, lower activation energy and up to ~10% higher activity at test temperatures.
P&P Industries promote platinum-promoted honeycomb catalysts as an alternative to bulk V2O5, with the advantages of lower ignition temperature, higher activity and surface area, much lower pressure drop and attrition, and easier platinum recovery.
Topsoe described a catalyst upgrade project with Ma’aden Phosphate where the new VK38+ catalyst and increased dust protection layer depth enabled a safe, tailored debottleneck that raised capacity toward 5,000 t/d. The solution balanced pressure drop and emission constraints, and enabled longer campaign expectations.
BASF summarised the evolution from conventional vanadium shapes to Quattro and additive manufactured X3D catalysts, the latter with the benefit of higher surface area, lower pressure drop, improved SO3 conversion, energy and caustic savings, and CO2 and cost reductions from early commercial references.
Monitoring and control
ControlRooms.ai introduced an AI troubleshooting agent that uses multivariate models, pattern matching and explainable reasoning to detect anomalies early, surface probable causes, and integrate into operator workflows. Case studies show earlier detection than alarms.
Ohio Lumex presented the Ei4200 dewpoint/acid condensation probe that detects onset of acid condensation via electrodes on a cooled sensor tip. The device improves sensitivity, supports basic and advanced detection protocols, and includes installation, remote diagnostics and tuning guidance for site-specific thresholding and DCS integration. Finally, Anton Paar presented inline and lab measurement solutions for concentrated H2SO4 and oleum, showing field case studies where traditional conductivity or refractive-index meters failed.
Join us at the next Sulphur+Sulphuric Acid Expoconference which takes place at the Estrel, Berlin, 3-5 November 2026.