
Sulphuric acid projects and technology
Developments in sulphuric acid technology and engineering know-how are highlighted by recent project case studies from DuPont Clean Technologies, Metso Outotec and thyssenkrupp Uhde.

Developments in sulphuric acid technology and engineering know-how are highlighted by recent project case studies from DuPont Clean Technologies, Metso Outotec and thyssenkrupp Uhde.

Filters can be a common bottleneck in overall plant operations. Jerold Johnson and Brad Bentley of WesTech outline how upstream modernisation or upgrades to the thickener can have significant benefits for the efficiency of filter operations downstream. Results are applicable to the dewatering of phosphate tailings and other fine particle tailings.

Vacuum filtration is a key process step in phosphoric acid production. We highlight the main equipment options and recent project installations.
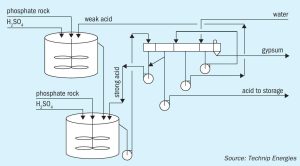
Philippe Malsan of Technip Energies explains how high recovery Diplo phosphoric acid technology can generate phosphogypsum suitable for industrial reuse. Industrial cases studies for Senegal and Austria show how phosphogypsum from this process has been successfully recycled on a large scale for cement, plaster and other end uses.
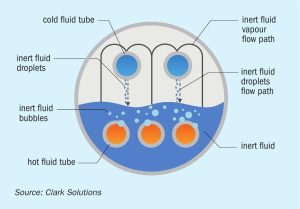
N. Clark, B. Avancini and V. Sturm of Clark Solutions discuss a novel technology, SAFEHX® , providing a new approach to the cooling of strong sulphuric acid. Prototype results are shown and indicate a safe and stable cost-effective technology. SAFEHX® can be extended to every heat exchanger system where corrosion, mixture risks, fouling, process liquid loss (or contamination) and temperature control are key concerns.
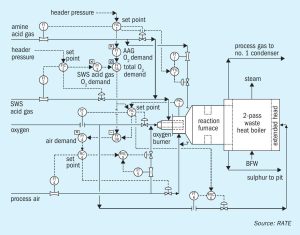
With the sulphur content of crude oil and natural gas on the increase and with the ever-tightening sulphur content in fuels, refiners and gas processors will require additional sulphur recovery capacity. At the same time, environmental regulatory agencies of many countries continue to promulgate more stringent standards for sulphur emissions from oil, gas and chemical processing facilities. Rameshni & Associates Technology and Engineering discusses options for compliance with new regulations on emissions regarding IMO 2020 compliance and report on the results and evaluation of three case studies. Worley Comprimo reports on the revamp of a sulphur complex built in the late 1980s at a refinery in East Asia with the aim to increase the capacity, improve the availability and reliability and make the unit environmental compliant.

With declining ore grade feed to a metallurgical smelting process comes an increase in impurity load in the gas cleaning/acid process chain. K. Hasselwander, L. Skilling and C. Bartlett of Metso Outotec discuss a range of process solutions and how to maintain high productivity while keeping costs in check.

We report on the latest potash mining and processing technology from Andritz, Ebner, Köppern, K+S and Veolia. Recent case studies for potash projects globally are also provided.
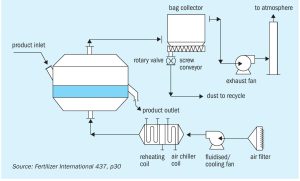
Plant operators require effective and efficient equipment for cooling the solid materials generated during fertilizer production. The main options include fluid bed coolers, rotary coolers and bulk flow coolers.
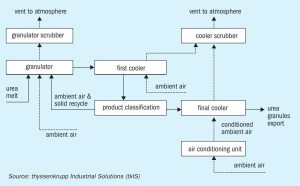
Globally, thyssenkrupp Industrial solution (tkIS) has engineered and built nine urea granulation plants during the last 10 years. Based on this experience, Benedict Jass, Marc Wieschalla and Ivo Mueller of tkIS describe two different cooling concepts for urea granules – fluid bed cooling and bulk flow cooling – and their contrasting advantages and disadvantages.