Sneaky SO2 breakthroughs
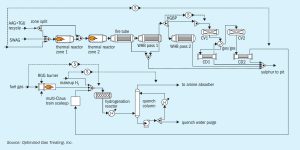
SO2 breakthroughs remain an ever present threat to the successful operation of reductive, quenchamine-based tail gas clean-up units (TGUs). Optimized Gas Treating presents a case study which demonstrates how SulphurPro's detailed reaction kinetics and mass transfer rate model can be used to analyse integration techniques and mitigation methods.