
State of the art potash production
We report on the latest potash mining and processing technology from Andritz, Ebner, Köppern, K+S and Veolia. Recent case studies for potash projects globally are also provided.

We report on the latest potash mining and processing technology from Andritz, Ebner, Köppern, K+S and Veolia. Recent case studies for potash projects globally are also provided.
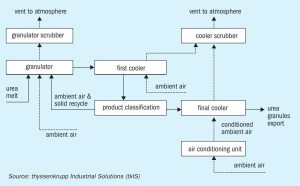
Globally, thyssenkrupp Industrial solution (tkIS) has engineered and built nine urea granulation plants during the last 10 years. Based on this experience, Benedict Jass, Marc Wieschalla and Ivo Mueller of tkIS describe two different cooling concepts for urea granules – fluid bed cooling and bulk flow cooling – and their contrasting advantages and disadvantages.

Ammonia synthesis catalysts have long lives and catalyst replacement is an infrequent activity. Many people will go through their careers in the ammonia industry without ever having to replace a synthesis catalyst and the infrequent nature of catalyst replacement means that many plants may not have direct experience of this activity. Ammonia synthesis catalyst can present a range of hazards throughout the replacement process, from transport through loading, reduction, start-up, shutdown and discharge, but the good practice illustrated in this article, and collaboration between catalyst suppliers and end users can ensure safe and successful catalyst changeouts.

Wet sulphuric acid technology when used as tail gas treatment for a Claus unit, or in place of a Claus unit with amine-based tail gas unit, brings many benefits if there is a market for the sulphuric acid and steam. A new alternative is to have a WSA unit in combination with a Claus unit and to recycle the acid to the Claus unit for higher sulphur recovery efficiency.

Automatic identification and optimum online monitoring using sonic velocity measurements can now be used to determine the concentration of both sulphuric acid and oleum.C. Kahrmann and T. Knape of SensoTech report on a new user-friendly method of measurement providing a significant step towards automated process control.

NOx emissions from chemical processes such as steam methane reforming contribute to air pollution. The chemical industry is required to take steps to lower such emissions. Technology, developed for related industries, can be designed and optimised to reduce NOx emissions from steam methane reformers. Emission control experts can use a combination of modelling and experience to guide plant operators in recommending and designing optimum, sometimes tailor-made solutions. In this article different options are discussed including low NOx burners, selective catalytic reduction, selective non-catalytic reduction and high emissivity ceramic coatings.
Process and simulation models can be valuable tools when troubleshooting to solve operational issues in sulphur recovery units. Two examples are provided. In the first case study it is shown how a tuned model was useful in troubleshooting an SRU that was experiencing lower than expected recovery efficiency and apparent channelling in the first catalytic converter. In the second case study an SRU simulation tool is used to investigate sulphidic corrosion in a waste heat boiler.
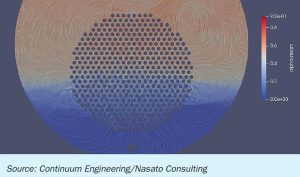
Failure investigations, equipment design and process upgrade projects for SRUs often overlook the impact of water quality. In this article E. Nasat o of Nasato Consulting and L. Huchler of MarTech Systems explore impacts of higher heat transfer rates, control of boiler and condenser water chemistry, conventional equipment design/configurations and monitoring program designs. SRU operators can improve the effectiveness of their failure investigations by implementing a broader, more holistic approach that assesses equipment design, process conditions, operating protocols and water quality issues.

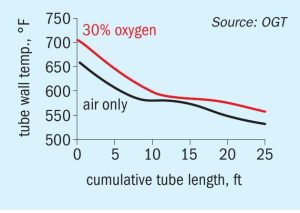
New approaches and novel processing schemes employing oxygen enrichment in sulphur recovery units have been developed and commercialised. In this feature Siirtec Nigi, Linde, Blasch, Fluor and RATE report on their latest developments.

A few years ago DME production from methanol gave a major boost to world methanol demand, with DME being used as a blendstock for LPG. However, demand plateaued and DME has not had the takeoff that its proponents feel it should have. Could new renewable DME processes give it the boost it needs?