

Sulphur 423 Mar-Apr 2026
20 March 2026
Indian refinery case: TopClaus® in the lead
CLAUS TAIL GAS TREATING
Indian refinery case: TopClaus® in the lead
Worley Comprimo has carried out an evaluation of technologies allowing 99.8+% sulphur recovery for an Indian refinery case. The TopClaus process was compared to alternative technologies, focussing on modern technical challenges, investment operation and maintenance costs, as well as CO2 considerations.
To better protect public health and the environment from toxic and odorous sulphur dioxide emissions, maximum allowed sulphur content in refined oil products and natural gas globally decreased over the past decades, despite regional variations in regulation. In parallel, increasingly stringent limits have been imposed on sulphur dioxide emissions from industrial stacks. In response to these regulatory developments, sulphur recovery processes have progressively evolved towards higher recovery efficiencies.
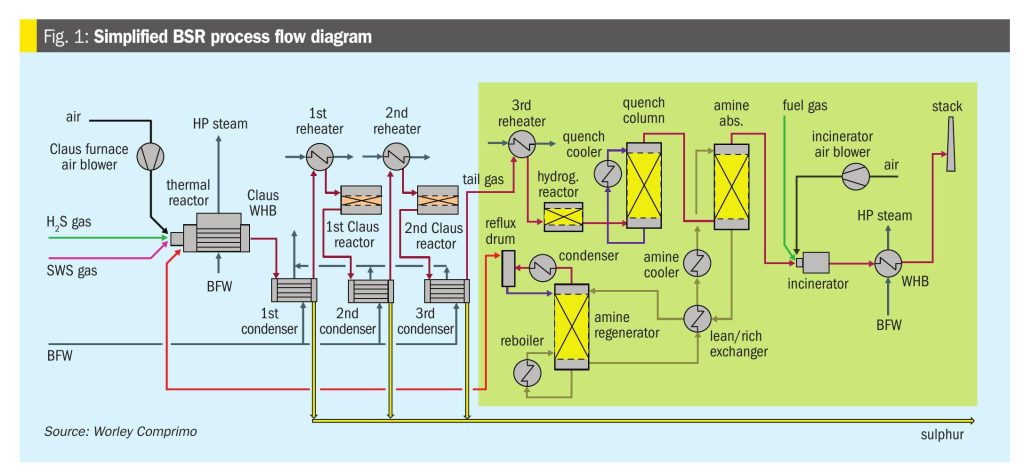
Contemporary sulphur recovery units predominantly employ the modified Claus process in conjunction with tail-gas treatment technologies. The simplest processes, such as SUPERCLAUS®, employ a direct oxidation reactor stage to partly oxidise hydrogen sulphide in the Claus tail gas to sulphur. To maximise overall sulphur recovery efficiency, BSR and lookalike processes hydrogenate the sulphur-containing species in the Claus tail gas. The resulting H2S is subsequently removed via amine absorption and recycled to the feed of the sulphur recovery unit (Fig. 1).

Advanced amine solvents with enhanced selectivity for H2S have been developed, increasing the energy efficiency of the process by limiting the recycling of carbon dioxide. The amine-based tail gas treatment processes using the most selective solvents is often regarded as the best available technology.
Direct conversion of Claus tail gas to sulphuric acid represents a potentially attractive alternative to BSR technology, offering the prospect of improved economic performance and a technically robust solution for the treatment of feedstocks with high ammonia content. This approach is supported by the broader industrial context in which the vast majority of the elemental sulphur produced globally is ultimately oxidised into sulphuric acid – the most produced chemical worldwide – serving as a key intermediate for fertiliser production, metallurgical processing, and the manufacture of a wide range of products, including detergents, dyes, explosives, rubber and tyres.
Notwithstanding these advantages, practical implementation of a Claus tail gas-to-sulphuric acid route is constrained by logistical considerations that limit its applicability in many installations. Consequently, elemental sulphur remains the preferred product in most sulphur recovery applications.
Worley Comprimo and Haldor Topsøe have developed the TopClaus® process1, based on established industrial technologies, in which sulphuric acid generated in a wet sulphuric acid (WSA) tail gas treating unit (TGTU) is recycled to the Claus thermal reactor, so that only elemental sulphur is produced. The proposed configuration reduces the number of required equipment items and therefore the installation cost. In addition, favourable overall energy balance results in lower operating costs. Collectively, these attributes position the TopClaus® process as a preferable alternative to currently implemented process schemes.
This article describes the TopClaus® process and compares it to the most used alternative technologies.
TopClaus® process development
A typical sulphur recovery unit of a refinery comprises a Claus plant with two catalytic sections, followed by a BSR tail gas treatment unit, in which the sulphur containing species present in the Claus tail gas are hydrogenated to H2S, which can then be extracted from the process gas using a selective amine and recycled back to the feed to the Claus section. The treated off gas from the BSR unit, which still contains trace amounts of H2S and COS, is typically routed to a thermal oxidiser, where these residual sulphur species are converted to SO2 prior to release to the atmosphere.
This technology was first patented by the Ralph M Parsons Company in 1971 and then other companies quickly followed suit.
Incremental improvements have been apparent throughout the years, including development of amine formulations more selective towards H2S and advanced hydrogenation catalysts that can operate at lower temperatures, but the process scheme remains unchanged.
The process is quite energy intensive, mainly because of the amount of heat required for the regeneration of the amine. Sulphur recoveries can exceed 99.9% but at the cost of high capital (capex) and operating expenditures (opex), and it is the last few percentage points where energy requirements escalate, accompanied by CO2 emissions growing exponentially. In order to reduce the contribution of sulphur recovery units to overall CO2 emissions, especially in large natural gas applications2, some authors have even advocated relaxing SO2 stack emission specifications3.
Topsoe’s Wet Sulphuric Acid (WSA™) process offers an alternative tail gas treating technology. The WSA™ process dates back to 1980 and around 165 units have been licensed. However, as discussed in the introduction, the handling of sulphuric acid as a secondary product within the sulphur recovery block is generally considered undesirable. This raises the question of whether the sulphuric acid can instead be recycled to the thermal stage.
Alberta Sulphur Research Ltd4 and HEC Technologies have both investigated the decomposition behaviour of sulphuric acid within the combustion chamber. Their findings, summarised in Fig. 2, demonstrate the technical feasibility of this approach.
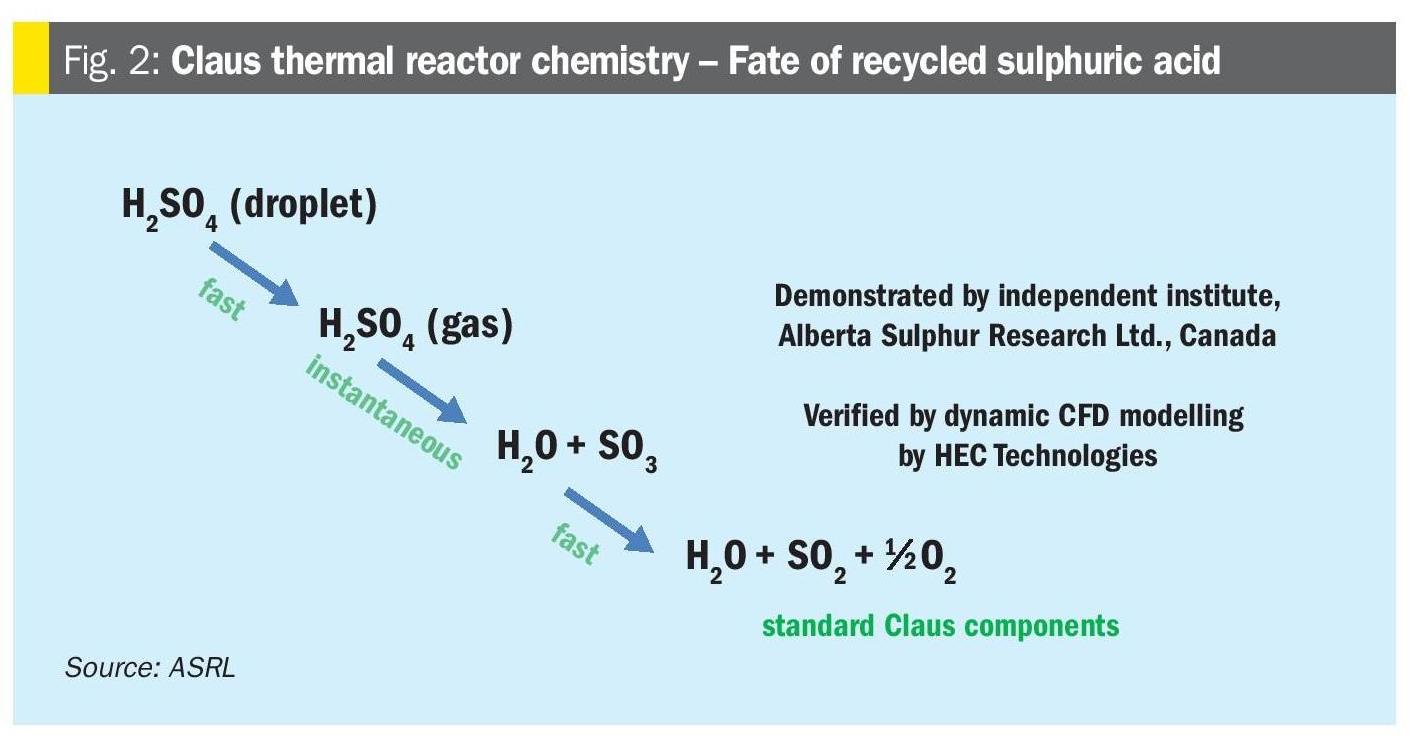
The TopClaus® technology (Fig. 3), using Topsoe’s WSA™ tail gas unit with acid recycling, reduces energy intensity, but still maintains the sulphur recovery in excess of 99.9%.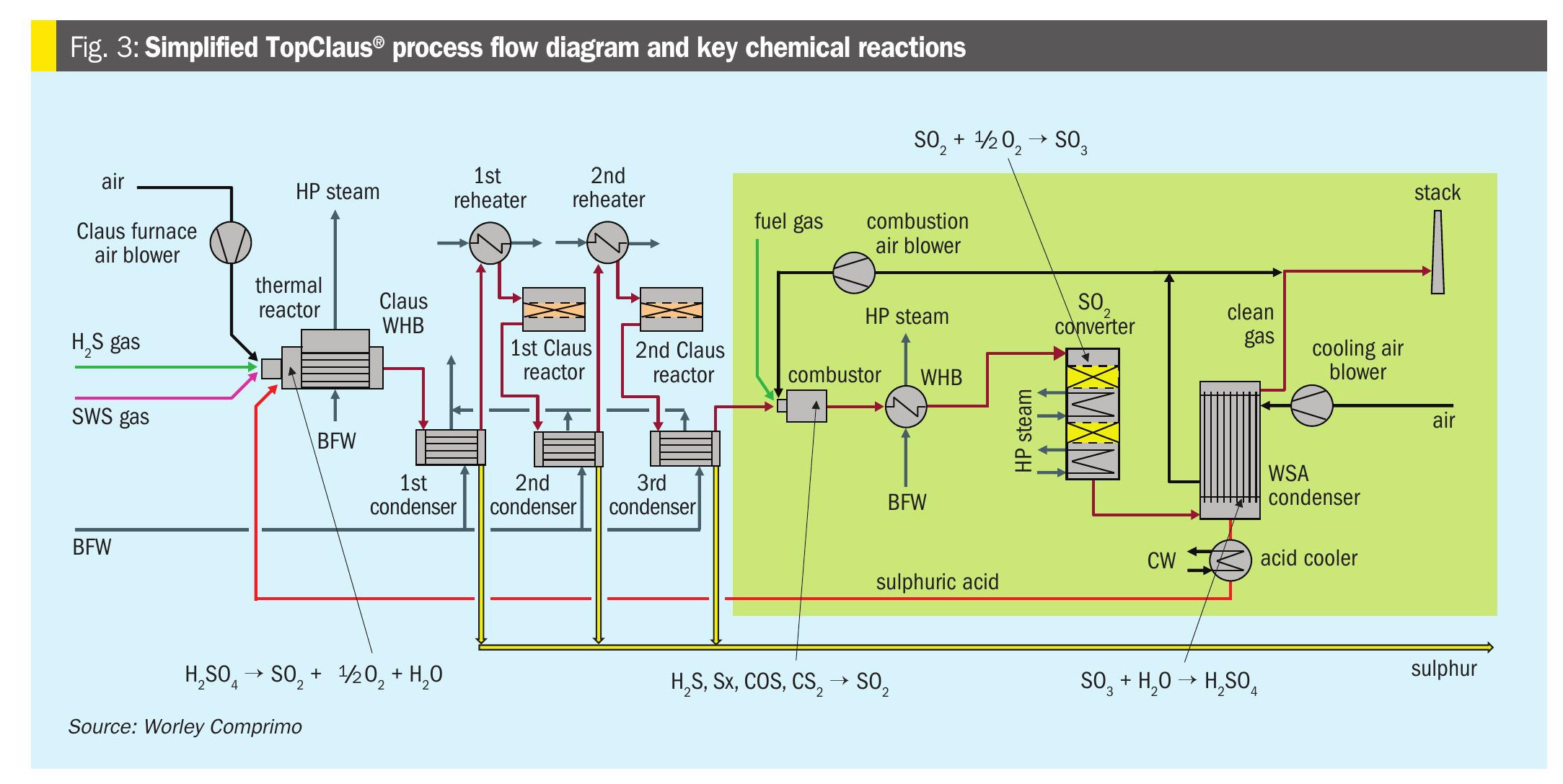
Because less heat is released by the combustion of H2S to SO2, and because the vaporisation and dissociation reactions of sulphuric acid are endothermic, recycling sulphuric acid to the thermal stage obviously leads to a temperature reduction in the combustion chamber. Consequently, appropriate engineering measures may be required to ensure that the reactor temperature remains above the minimum threshold, especially above 1,250 °C when ammonia is present.
Recycling sulphuric acid results in the reduction of oxygen/air demand of around 15% in comparison to Claus and processes based on direct oxidation and of around 20% in comparison with amine-based TGTUs. Another comparison with a conventional amine-based TGTU is that there is no CO2 in the recycle stream to the furnace. Both these factors contribute to a capacity increase in the Claus section.
In summary, TopClaus® can achieve a sulphur recovery equivalent to the conventional BSR design. The Claus unit itself will be smaller due to the oxygen carrying capacity of the recycled sulphuric acid, which may help increasing the capacities of existing units in brownfield applications. Although the integrated process has not yet been implemented as a complete commercial installation, its constituent elements – the Claus process, the WSA™ process, and sulphuric acid atomisation – are all widely applied in the industry.
Additional benefits for double stage sour water strippers
Two-stage SWS systems are sometimes used in refinery applications, especially when renewable feedstocks are used. The process encounters a high-pressure stripper column to remove an H2S richer gas compared to single stage SWS, followed by a low-pressure column where ammonia is stripped. In this configuration, an alternative for processing SWS off gas with a Top-Claus® configuration becomes apparent, in which the NH3-rich gas feeds the combustor in the WSA™ section, so that the risk of accumulation of ammonium salt deposits in the Claus section is eliminated.
The NH3-rich gas is burned in the combustor of the WSA™ section with excess air. This leads unavoidably to some formation of NOx, which is removed again in the SCR reactor, located after the waste heat boiler. A small fraction of the ammonia-rich gas sent to the combustor effluent after the waste heat boiler to provide enough ammonia to react with the formed NOx over the catalyst installed in the SCR reactor. The results of the reaction are nitrogen and water vapour.
Economical comparison of available technologies
To assess the economic advantages of the TopClaus® process, this study compares this technology with several well-established sulphur recovery technologies, which are described in the following sections. Each of these reference technologies is capable of removing more than 99.5% of the sulphur contained in the feed
Worley Comprimo’s alternatives based on direct oxidation
The SUPERCLAUS® process is based on the catalytic oxidation of the H2S contained in the tail gas of the Claus section into elemental sulphur. This process typically allows recovering 99% of the sulphur present in the feed to the SRU. The first industrial application started up in 1988 and more than 250 units have been licensed to date with capacities ranging from 3 to 1,500 t/d of sulphur per train.
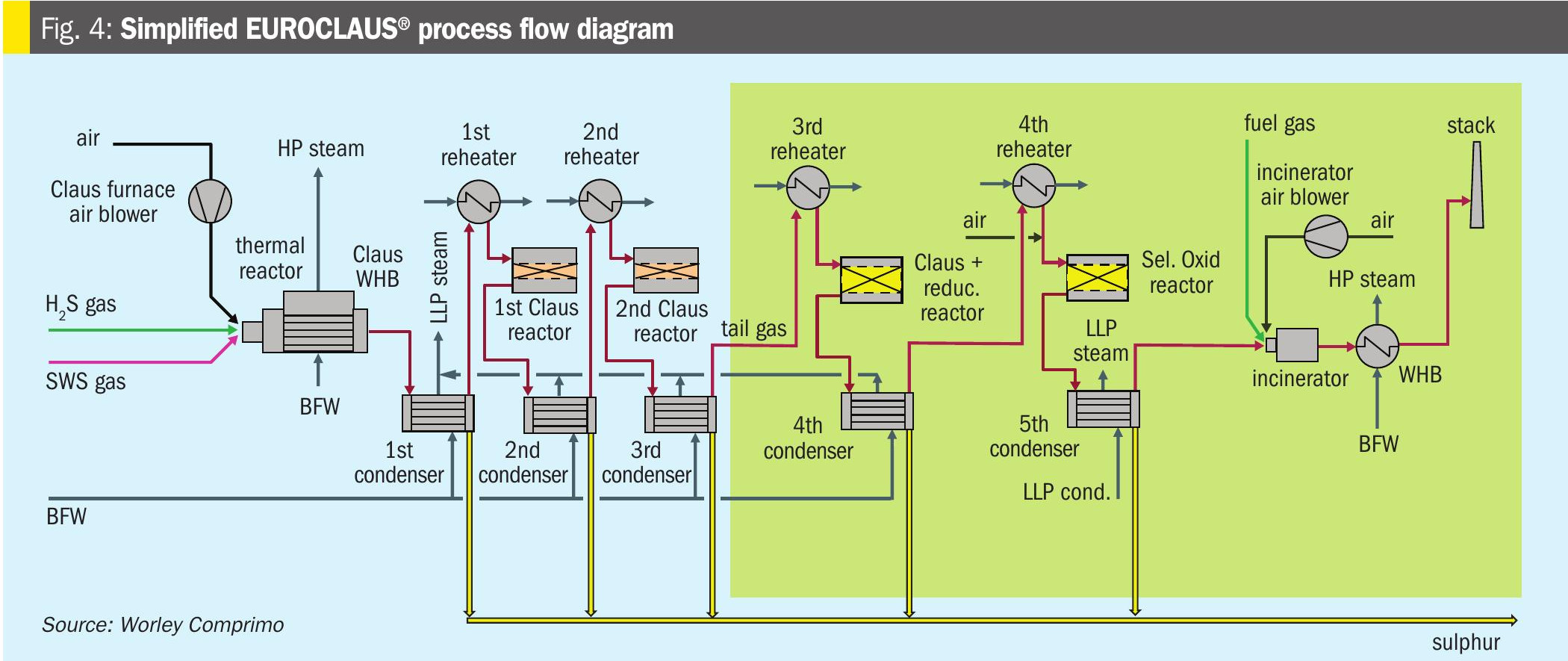
EUROCLAUS® is an improvement of the SUPERCLAUS process that was introduced to the market in 2000. In this configuration (Fig. 4), SO2 is first reduced into H2S over a thin hydrogenation catalyst layer installed at the bottom of a third Claus reactor, before the direct oxidation takes place in the last catalytic reactor. The integration of this additional Claus reactor and this reduction step typically increases the overall sulphur recovery efficiency to approximately 99.5%.
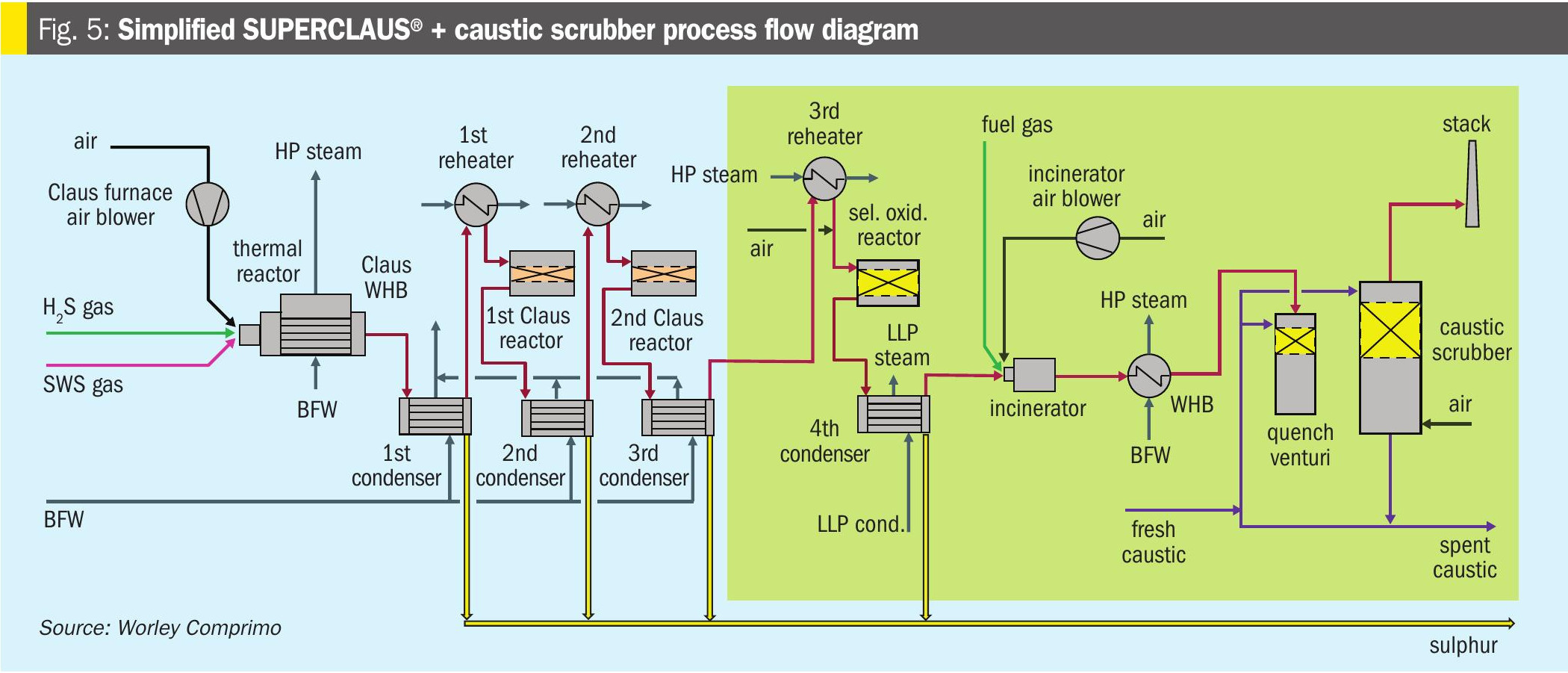
In order to meet the tightest specifications on SO2 stack emissions, a caustic scrubber can be installed downstream both these processes (Fig. 5). Unrecovered sulphur is combusted to SO2 , which then oxidises to sulphate ions in the caustic solution. This solution is especially suited to relatively low sulphur plant capacities, and typically, but not exclusively, to refinery plants with sulphur capacities below 300 t/d sulphur. Extremely low SO2 stack emissions can then be reached, although the system is typically designed to reach a few tens of ppmv.
The liquid effluent discharged from the scrubber, typically containing approximately 10 wt-% sodium sulphate, may be disposed of either directly to the sewage system or, more commonly, routed to the refinery wastewater treatment facility. Although the chemical composition of the spent caustic stream generally does not present significant treatment challenges, it is advisable in revamp projects to verify that the existing wastewater treatment plant has sufficient hydraulic capacity to accommodate the additional liquid load resulting from the installation of such a scrubber.
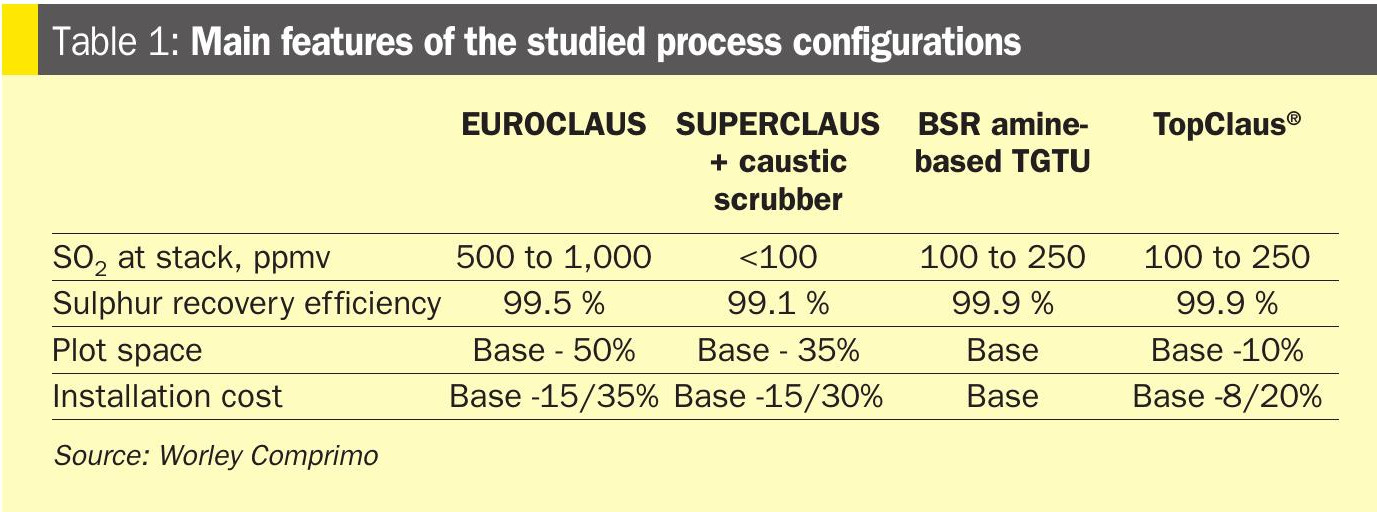
For a technical and economic comparison with TopClaus®, the EUROCLAUS® and SUPERCLAUS® + scrubber configurations were selected. Their main features are summarised in Table 1.
Equipment count
A high-level indication of the potential capex of the different configurations can be obtained by comparing the equipment count, as listed in Table 2.
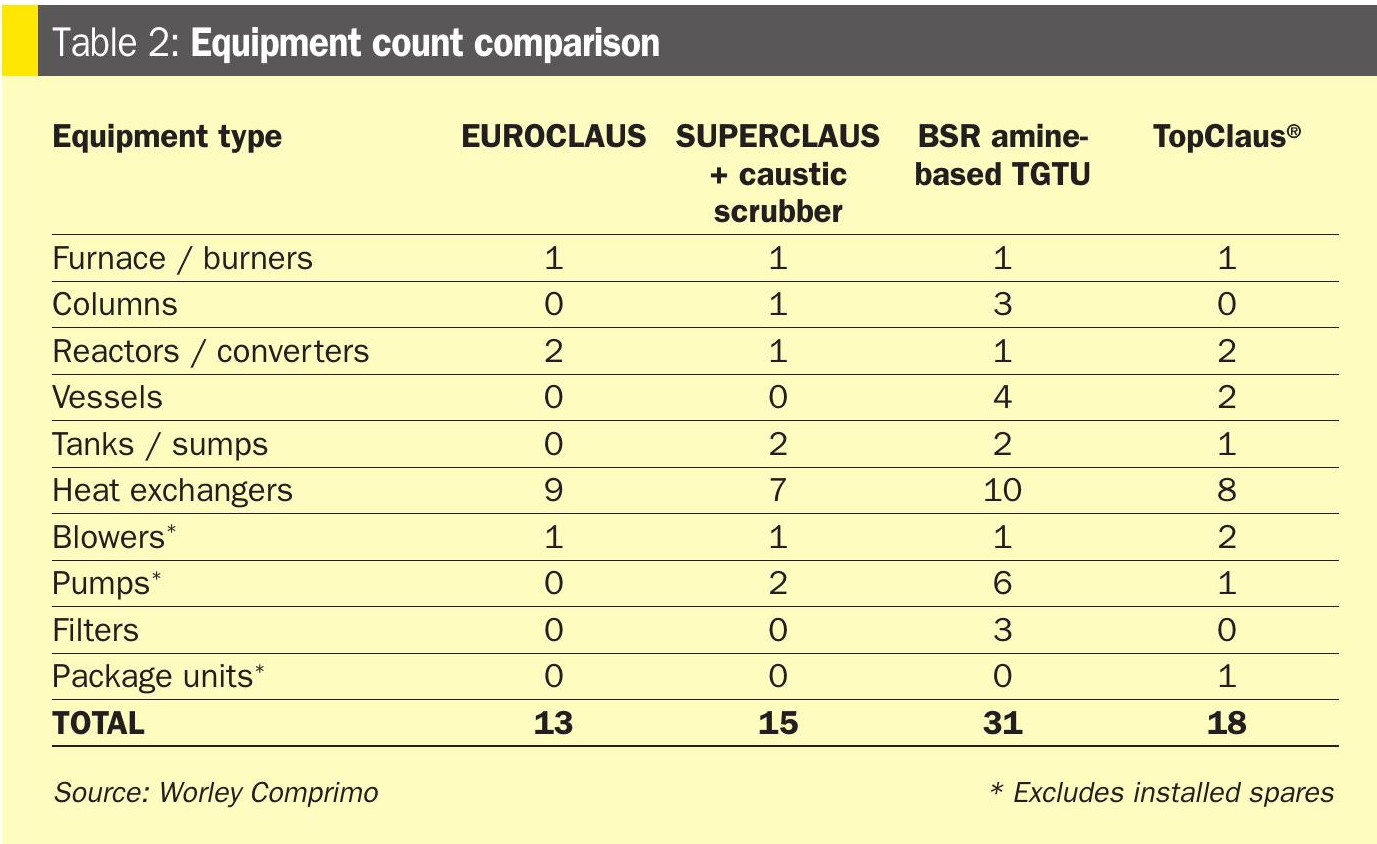
Note that only the equipment located in the green area of the aforementioned simplified process schemes is included in Table 1, the equipment count of the Claus section being the same for all options).
The processes based on direct oxidation have the lowest equipment counts.
Hence, the SUPERCLAUS® + scrubber configuration is likely the lowest-cost installation capable of meeting the most stringent stack-emission specifications. For the two processes based on the recycling of sulphur containing species back to the thermal reactor, TopClaus® requires thirteen equipment items less than BSR. Specifically, removal of the three columns (quench column, amine absorber and amine regenerator) results in important savings both on capex and plot space.
Refinery case study – 300 t/d sulphur
To compare the capital expenditure (capex) and operating expenditure (opex) associated with the different process configurations, a reference case was defined consisting of a new sulphur recovery unit (SRU) to be installed at a refinery located in India. The feed gas comprises a mixture of 75 vol-% amine acid gas and 25 vol-% sour water stripper gas (generated by the most conventional single stripper column design), corresponding to a total sulphur processing capacity of 300 t/d. In accordance with local environmental regulations, the SO2 concentration in the stack gas is limited to a maximum of 250 ppmv, normalised to an oxygen content of 3 vol-%.
Air and acid gas preheat were included in all process configurations. All reheaters are supplied with saturated high pressure (HP) steam. Pump capacities were determined by applying a 10% design margin to the calculated hydraulic duties.
Based on these assumptions, a Class 4 factored cost estimate was developed, considering only facilities within the SRU, defined as inside battery limits (ISBL). Costs associated with offsites and common facilities, such as site preparation, were excluded.
The estimated capex costs for the different process configurations are:
EUROCLAUS®: $76 million
SUPERCLAUS® + caustic scrubber: $78 million
BSR using conventional MDEA: $97 million
TopClaus®: $86 million
A gas blower was included in the TopClaus® design to provide sufficient pressure for the tail gas to pass through the WSA™ section. In addition, some limited amount of natural gas was co-fired at the Claus thermal stage to maintain the required furnace operating temperature.
Utility costs were based on the following assumptions:
HP steam: 45 $/t
LP steam: 38.50 $/t
Boiler feed water: 5.60 $/t
Cooling water: 0.50 $/m3
Natural gas: 0.55 $/kg
Electric power: 0.12 $/kWh
Caustic soda: 410 $/t
Sulphur: 135 $/t
Tables 3 and 4 show utility production/consumption values which have then been monetised to give capex and opex over 20 years.
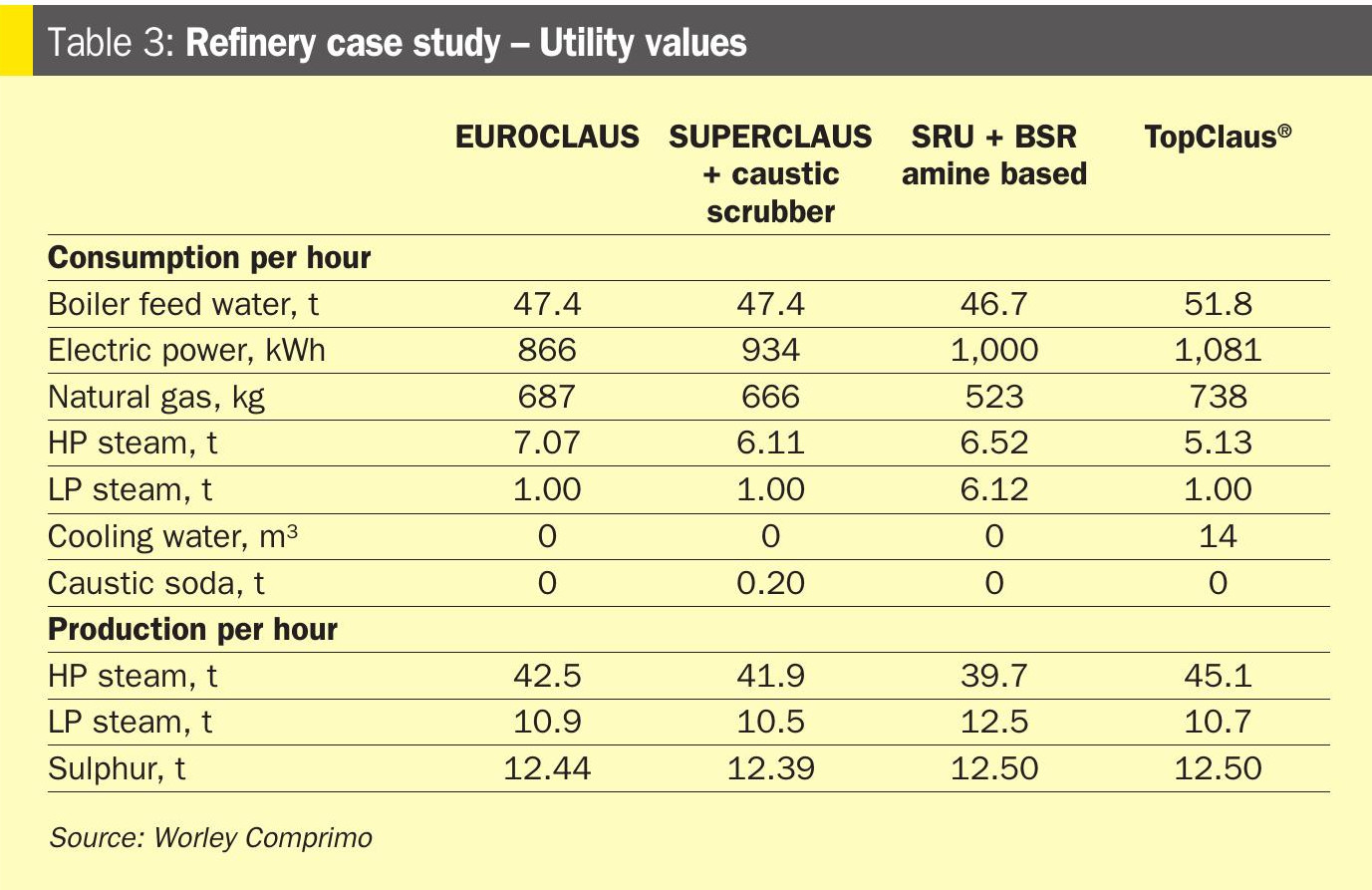
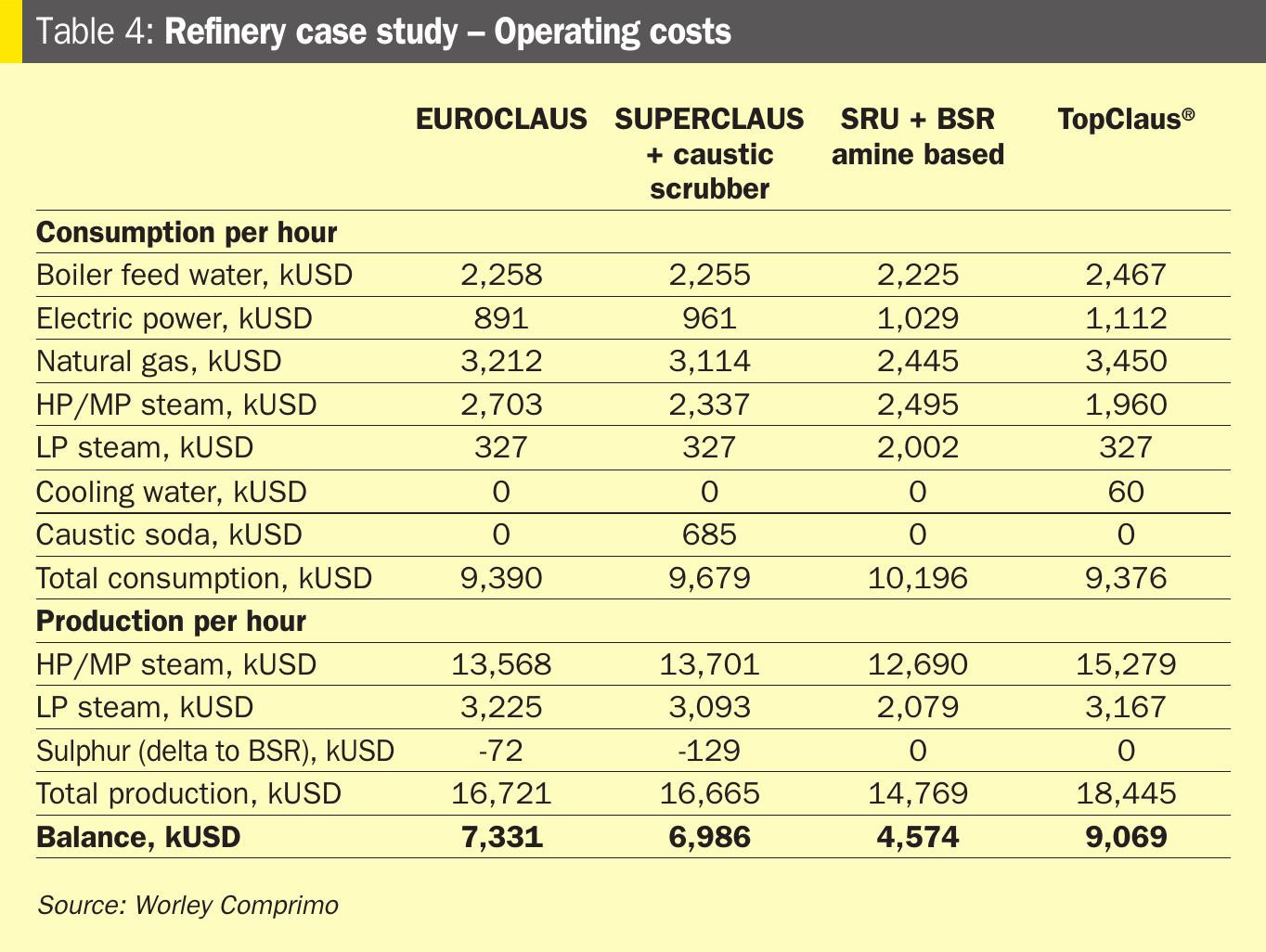
TopClaus® consumes more utilities than any of the other processes, but this is more than offset by the largest HP steam production, resulting in the highest net yearly income. Compared to BSR the yearly result is $4.5 million higher.
A more detailed examination of the results reveals the following observations:
• The higher HP steam consumption associated with the EUROCLAUS® configuration, compared with the SUPERCLAUS® plus scrubber arrangement, is explained by the presence of an additional catalytic stage and its corresponding HP steam reheater. Conversely, EUROCLAUS® exhibits higher HP steam production owing to the reducing activity of the reduction catalyst, which permits operation of the thermal stage at a higher air to acid gas ratio. The increased natural gas demand at the thermal incinerator stage of the EUROCLAUS® configuration is a consequence of the lower sulphur concentration in the tail gas.
• The BSR configuration displays the lowest natural gas consumption, primarily due to the reduced flow rate of process gas entering the incinerator. This reduction results from the removal of a substantial fraction of the water content by condensation in the quench column.
• The highest natural gas consumption is observed for the TopClaus® configuration, reflecting the requirement for natural gas cofiring in the thermal stage to maintain the combustion chamber temperature at approximately 1,250°C, as necessary to ensure effective ammonia destruction. The highest electrical power consumption is also estimated for the TopClaus® configuration, due to the tail gas blower being considered.
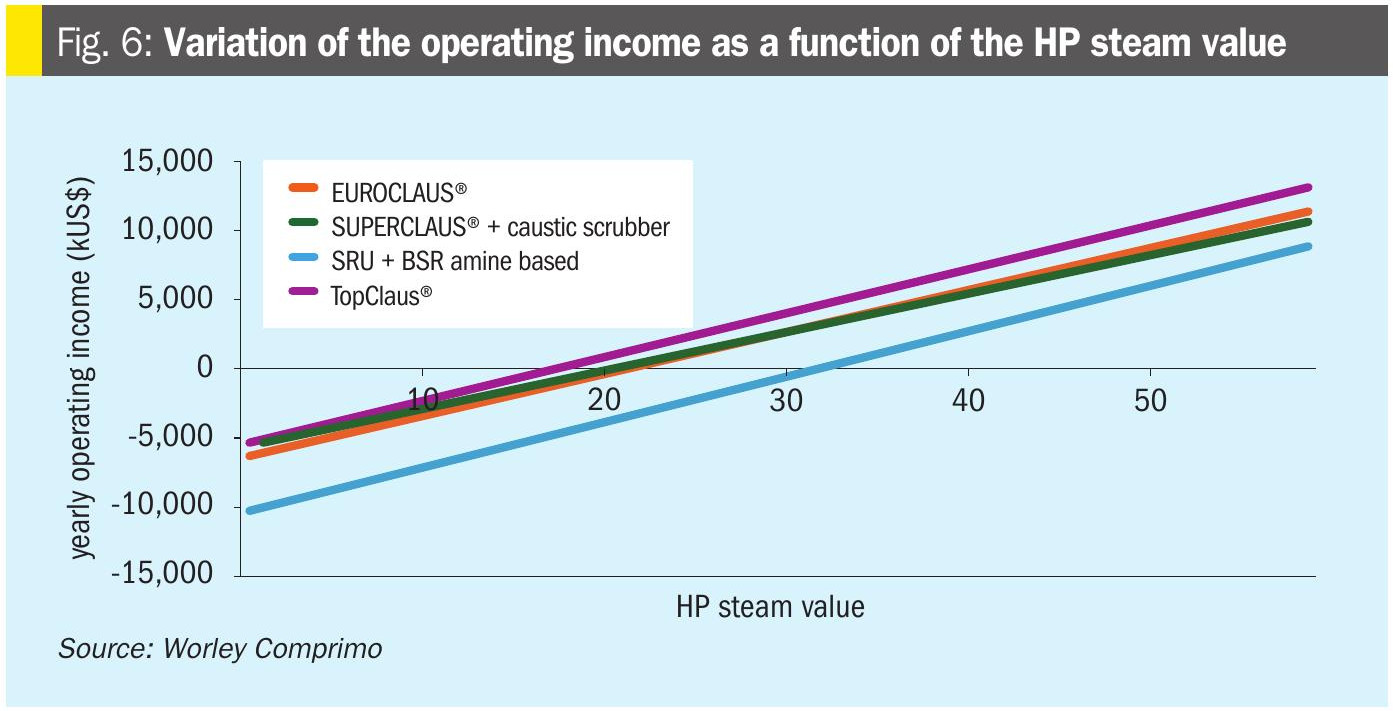
As shown in Fig. 6, the operating income potential is strongly influenced by the valuation of HP steam. In this respect, the TopClaus® configuration provides a distinct advantage, as its higher HP steam generation positively affects overall operating income. Assuming all other parameters remain constant, including the cost ratio between HP and LP steam, the operating income reaches a breakeven point at an HP steam value of approximately $16/t for the TopClaus® process, compared with approximately $31/t for a sulphur recovery unit equipped with a BSR amine based tail gas treating unit.
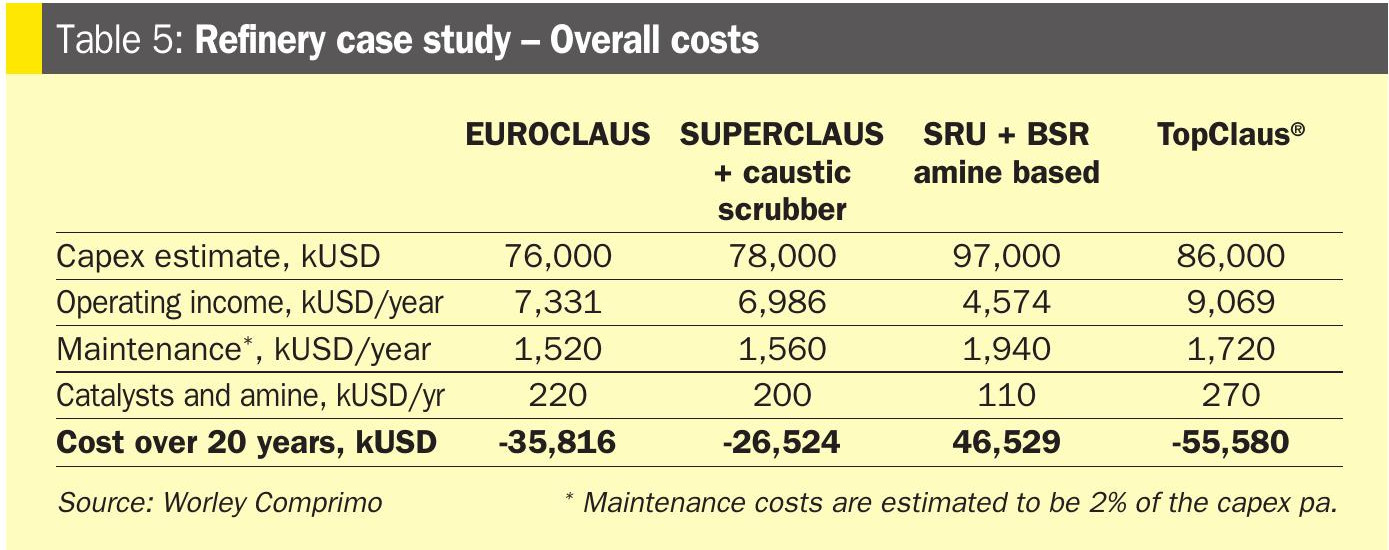
Advantage of TopClaus® over 20 years
Considering capex and integration of 20 years of operating and maintenance costs, SRU + BSR clearly is the most expensive technology, showing the highest installation costs, the lowest operating income and the highest maintenance costs (Table 5). TopClaus® is in the lead, with a cost benefit of more than $100 million over 20 years in comparison to the SRU + BSR configuration, often referred to as the best available technology. The advantage of TopClaus® would be even higher if a 2-stage SWS configuration was considered.
Over 20 years, the SUPERCLAUS® + scrubber configuration allows saving 80 million USD over the amine-based technology. This technology being already well proven, it is clearly an interesting alternative to SRU + BSR to meet the most stringent limitations of SO2 stack emissions.
Of course, these conclusions, in terms of absolute figures, depend on the cost of utilities, that may differ significantly from one project to another. However, the economic ranking and the order of magnitude of capex and opex savings are consistent with previously published results for refinery cases5,6.
CO2 emission aspects
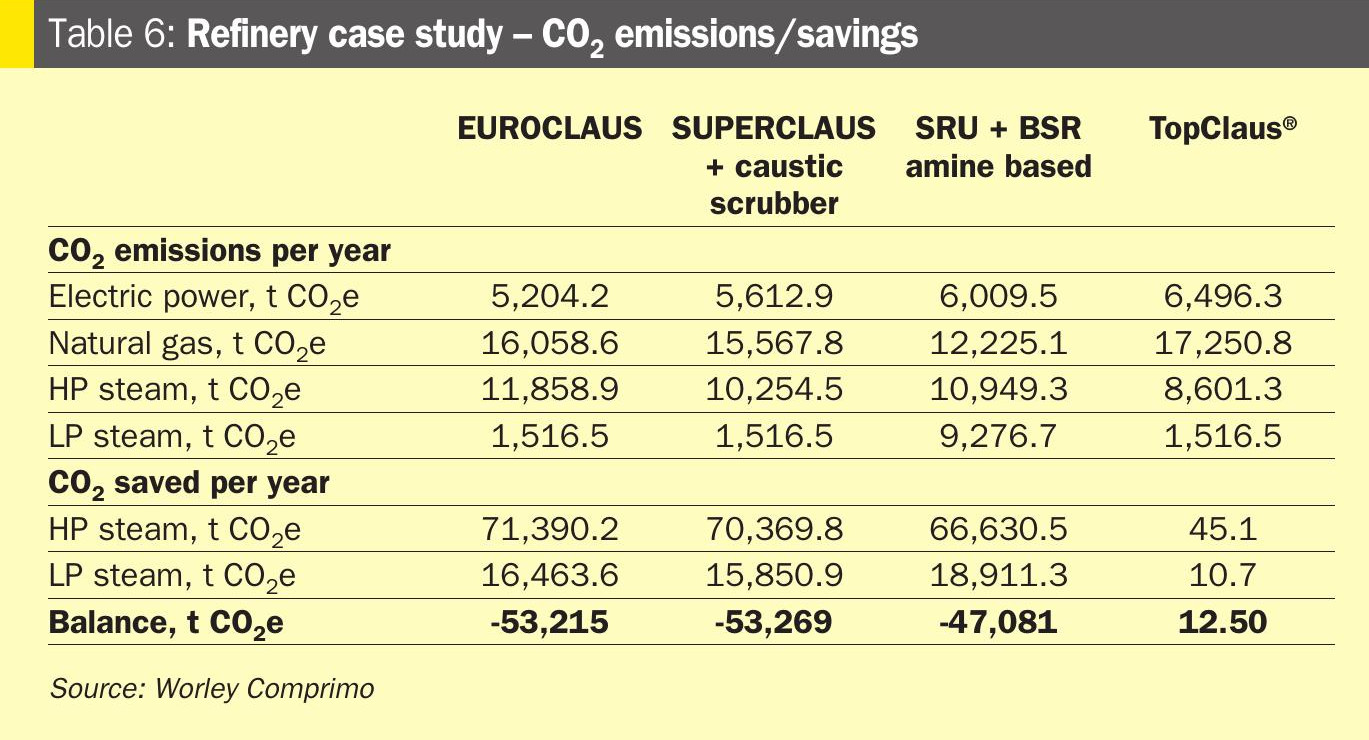
The case study can illustrate the impact on the environment in terms of CO2 emissions/savings of the different processes considered in this article.
The CO2 and hydrocarbons present in the amine acid gas and sour water stripper off-gas feeding the SRU were disregarded since it is constant for all processes. Instead, the focus was on determining the CO2 impact of natural gas feeding the incinerator, the RGG or co-fired at the thermal stage, and the net steam generation (part of scope 1), as well as the consumed electricity (part of scope 2).
The combustion of natural gas results into the emission of 2.65 kg of CO2 per kg of natural gas.
SRUs are usually exporters of steam that can be used outside the SRU facility. Typically, steam is generated in a boiler using the heat produced from burning natural gas. If all the steam exported from the SRU is consumed outside the facility it represents a saving in equivalent CO2 emissions. The CO2 emission factor for steam generation is calculated assuming a boiler efficiency of 85% and natural gas utilised as fuel, which results in a CO2 equivalent emissions factor of 0.20 kg CO2 e/kWh.
It is assumed that the electrical power required to operate the various blowers, pumps, and air coolers is supplied by the national electricity grid. The associated carbon intensity is therefore country specific and depends on the prevailing energy mix: while the emission factor is expected to be close to zero in countries where electricity is predominantly generated from renewable sources or nuclear power, it is relatively high in regions where electricity production is dominated by coal-fired power plants.
In the case of India, the CO2 emission factor for electricity generation has been reported in 2024 to be 0.707 kg CO2 e/kWh7.
The results presented in Table 6 indicate that all the evaluated configurations contribute to the avoidance of net CO2 emissions, consistent with their status of net energy exporters for the considered refinery case. Among the assessed options, TopClaus® achieves the highest level of CO2 savings, with approximately 25% greater net avoided emissions compared to the BSR configuration.
In certain regions, these CO2 emission reductions may be monetised through carbon pricing mechanisms, with tariff levels reaching up to $140/t CO2 . Under such conditions, the additional CO2 savings associated with the TopClaus® and SUPERCLAUS® plus scrubber configurations would translate into a further economic advantage over the most commonly used amine-based processes.
Conclusion
The recently developed TopClaus® process is based on routing Claus tail gas to Topsoe’s WSA® section, followed by recycling the generated sulphuric acid to the Claus thermal reactor. This configuration enables the production of elemental sulphur without generating any by-product and meets the requirement for sulphur recovery efficiencies exceeding 99.9%. Relying on the integration demonstrated by Alberta Sulphur Research Ltd of well proven technologies, the process is characterised by simplicity, robustness, and high efficiency. It is applicable to both greenfield and brownfield installations and offers particular advantages in revamp scenarios, where it can facilitate debottlenecking of existing sulphur recovery units.
The thermal efficiency of TopClaus® outperforms other available technologies, while requiring a lower capital investment than amine-based tail gas treating processes. This combination establishes Top-Claus® as a highly cost-effective option for sulphur recovery from acid gas streams. An additional benefit is the significant reduction in net CO2 emissions, primarily driven by the large export of high-pressure steam associated with the process.
In addition, the possibility for the operator to divert the sulphuric acid flow, for example to an alkylation unit, provides the operator with some options for flexibility.
Among the alternative technologies capable of achieving sulphur recovery efficiencies above 99.9%, the SUPERCLAUS process followed by a caustic scrubber represents the most competitive option, with the second best economic results. This configuration has proven to be reliable through numerous industrial applications
By contrast, amine-based tail gas treating configurations rank lowest in the economic comparison, owing to both higher capital costs and substantially greater energy consumption. Consequently, the widespread classification of such processes as “best available technology” warrants critical reconsideration.
References

