

Fertilizer International 531 Mar-Apr 2026

19 March 2026
Unlocking phosphate beneficiation potential: a ‘Mine-to-Mill’ transformation
PHOSPHATES & POTASH INNOVATION
Unlocking phosphate beneficiation potential: a ‘Mine-to-Mill’ transformation
By fully unlocking beneficiation potential, a ‘Mine-to-Mill’ transformation project at a North American phosphate complex increased concentrate production by 21%. Keenan Collins, Jayden Ladebruk and Edward DeRose of Hatch show how this was delivered through a combination of mine, mill, and asset maintenance management (AMM) initiatives.

Dragline in action at a phosphate mining operation.
Overview
A phosphate rock beneficiation plant in North America experienced a major setback in 2022. A structural failure and associated repairs disrupted its ability to meet historic concentrate production targets, leaving ongoing challenges in throughput, equipment reliability, and inventory balance.
To restore performance, the client partnered with Hatch to identify value-creating opportunities across the mine, mill, and maintenance workstreams. Key actions focused on:
• Optimising mobile equipment use and feed consistency
• Strengthening preventative maintenance execution
• Improving mill performance through cyclone and flotation optimisation
• Collectively delivering a concentrate production increase of roughly 21% and moving the site significantly closer to its annual target.
A ‘Mine-to-Mill’ transformation project
The focus of this article is a ‘Mine-to-Mill’ transformation project at an integrated North American phosphate production complex that has been in operation for nearly 60 years. Phosphate ore extracted at this facility is processed into phosphoric acid and fertilizer products.
Phosphate ore is mined at the site using draglines, stockpiled and then turned into a slurry before being pumped to the beneficiation plant. At the beneficiation plant, this slurry is sized and impurities are removed to generate a concentrate with an adequate P2O5 content for the downstream processing plant. The concentrate obtained is dewatered, stockpiled and later reclaimed for further processing to produce the final phosphoric acid and fertilizer products.
In 2022, a significant mill stoppage occurred when a storage bin failure reduced the stockpile of concentrate. Subsequently, production at the site did not fully recover from this stoppage and its output remained below previous historic levels.
Hatch was engaged by the site owner to identify initiatives that would create value and improve revenues by increasing concentrate production and improving inventory balances. The primary focus of these initiatives was front-end operations at the site, i.e., processes at the phosphate mine and the wet mill.
Challenges and bottlenecks identified
Plant operations were observed during a scoping and diagnostic phase. Useful discussions with experienced site personnel also highlighted day-to-day issues for further review. From this initial work, the following key operational challenges and bottlenecks were identified:
• Water availability and quality
• Fluctuations in mill feed density
• Mill recovery – particularly improvements in clay removal and flotation
• Operator practices
• Equipment maintenance.
These production challenges and bottlenecks are described in more detail below. Following on from this, high priority and longer-term initiatives designed to address these challenges and improve overall production are also highlighted.
Water availability and quality
The production site experienced frequent issues with water availability and quality. The lack of water availability, by affecting the ability to control process water additions, prevented effective density regulation in critical processing areas at the mill. As a result, production was often curtailed as parallel circuits needed to be partly shutdown to decrease water demand and maintain pressure in the operating circuits.
Water quality issues at the mill also created additional complications. During normal operation, the mill would recover clarified water from the mill pond after the settling out the clays. However, insufficient thickening capacity and process upsets often meant the clay content of the water was above target levels. As a result, flotation performance would decrease due to high suspended solids in the plant water. Low-pressure lines also needed to be to shutdown for cleaning because of the build up of solids.
Mill feed density fluctuations
Large fluctuations in mill feed density, resulting from the mining process, caused instability in process operations downstream at the mill. Low clay separation efficiency and phosphate losses in the clay removal circuit were particular problems. Consequently, the front-end processes at the mine required frequent operator intervention, with control systems bypassed, to avoid or minimise complications to the downstream mill equipment.
Mill recovery
A sampling campaign was carried out at the mill by the Hatch team to assess overall recovery and the metallurgical balance. This identified potential for significant improvements in clay removal and froth flotation performance.
Samples from the clay removal and dewatering cyclone, for example, indicated substantial P2O5 losses to the clay tailings. Operator inspections confirmed roping in the cyclones and visibly noticeable reporting of phosphate to the overflow.
Flotation sampling and test results also confirmed the concerns of site operators that a significant portion of phosphate was being lost in the coarse size fraction. Although a dedicated coarse recovery circuit existed to capture this material, persistent operational challenges at the mill, particularly density variability, prevented the stable operation of this circuit.
While flotation recovery was often on target, the flotation circuit frequently struggled to achieve the required concentrate grade. Observations confirmed that flotation circuits were operating sub-optimally. Several flotation banks showed inconsistent performance, including significant bubble breakage, incorrect colour gradients, excessive reagent addition, and multiple maintenance-related issues.
Operator practices and equipment maintenance
Key operators, including those in the main and flotation control rooms, were frequently required to leave their stations for tasks and inspections in other areas of the plant. This left less experienced operators covering critical roles, reducing the operational team’s ability to respond to upsets. The need to work across multiple areas also created long walking times and lowered the overall efficiency of site workers.
The general approach to maintenance at the site – best summed up as a ‘run-to-failure’ mentality – also created a significant obstacle to meeting long-term and sustainable production targets. Instead, this maintenance philosophy led to frequent production turndowns or process bypass scenarios when major equipment failed.
Development of site improvement initiatives
Improvement initiatives were developed in collaboration with site personnel – a process that involved the discussion of historical observations, analysis of historical data and performing on-site trials. It also relied on Hatch’s internal expertise and past experiences.
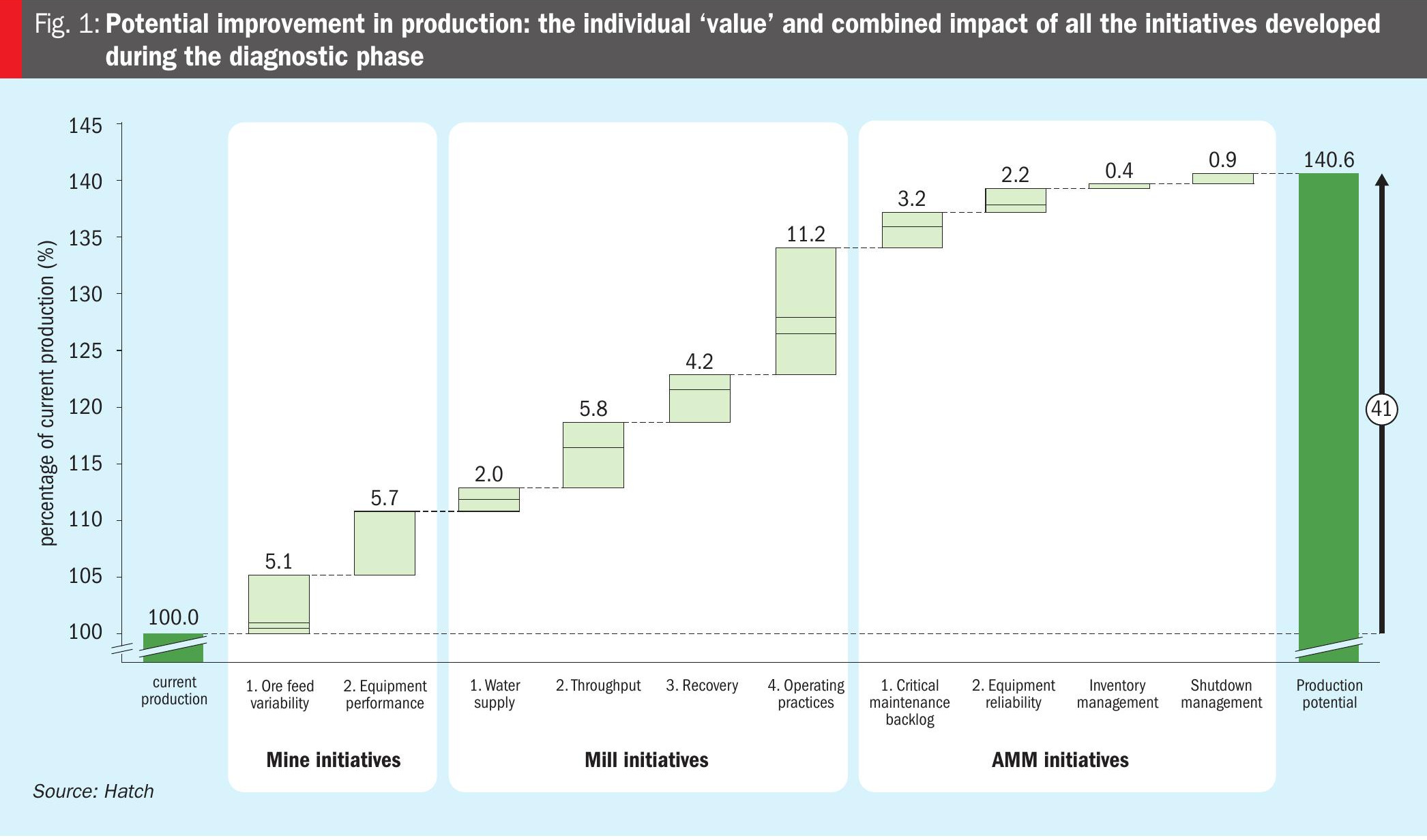
For each initiative, the potential improvement in plant performance – their ‘value’ – was quantified in terms of the increase in concentrate production (tons per day). For most initiatives, the value added was determined from historical data for:
• The frequency and duration of shutdown activities linked to a specific cause
• How equipment operation impacted production
• Turn around time for fleet equipment at the mine, etc.
The value of other initiatives was evaluated using sample data to quantify their impact on phosphate recovery. Combined, it was calculated that all the proposed initiatives could deliver a 41% increase in daily throughput (as summarised in Figure 1).
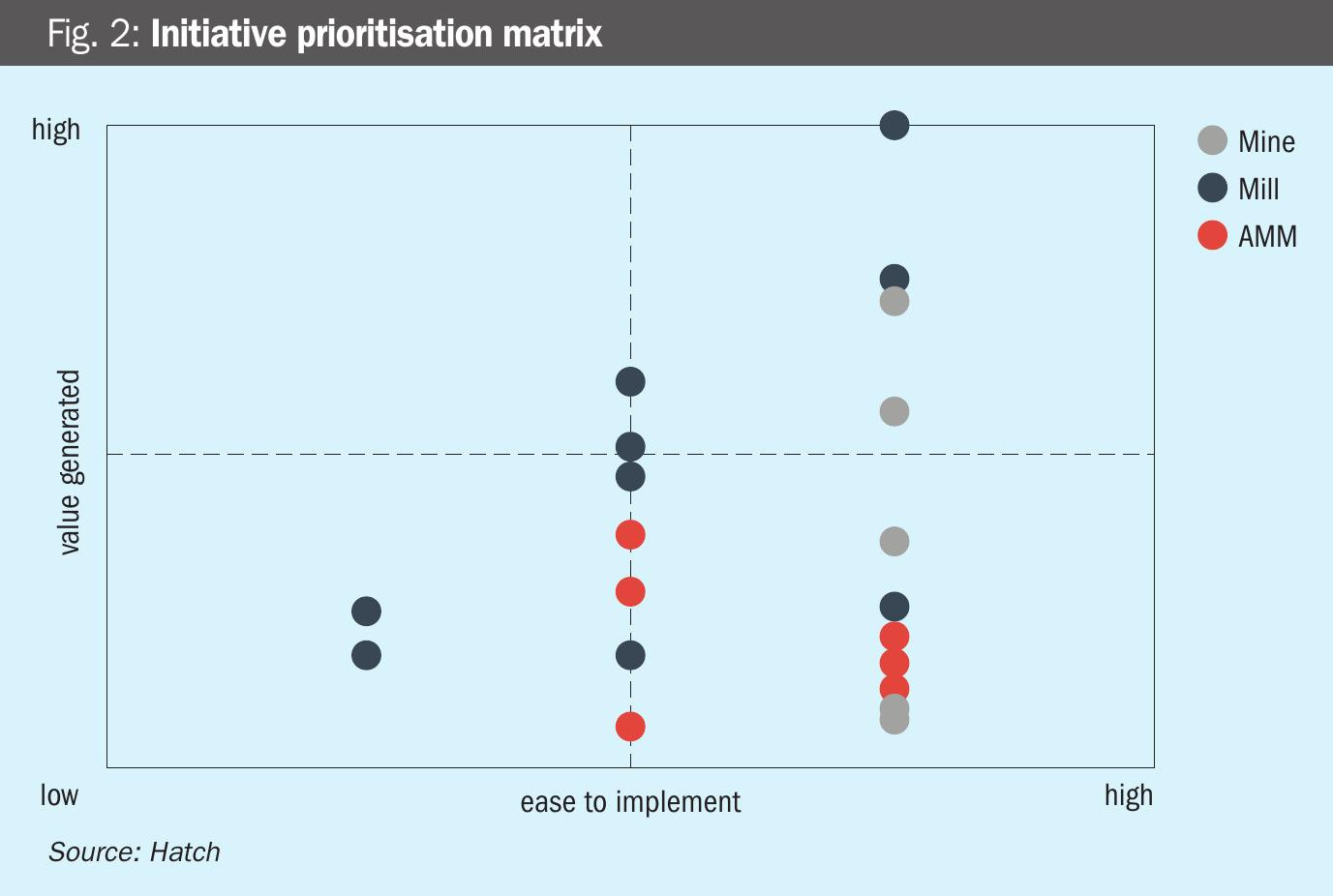
Each initiative was also evaluated for ease of implementation. Initiatives requiring minimal changes and short implementation timelines, for example, were rated as ‘high-ease’, while those involving equipment replacement or additional engineering were rated as ‘low-ease’.
Assessing both their value and ease-of-implementation allowed individual initiatives to be compared using a prioritisation matrix, as shown in Figure 2. Initiatives positioned in the upper right quadrant (high-value, high-ease) were identified as key actions for execution. Additional initiatives, such as improving water supply, were also recognised as key enablers required to unlock value from other initiatives.
High priority and longer-term initiatives
High priority initiatives were identified at the mine, mill and for asset maintenance management (AMM).
Mine:
• Reduce preshift and refueling downtime by reviewing and updating standard operating procedures (SOPs)
• Install a magnetic system on stackers to remove tramp metal and reduce downtime
• Improve heavy mobile equipment efficiency to optimise screen rate
• Maintain screen rate by updating SOPs to effectively use a spare screen during routine replacements.
Mill:
• Improve cyclone performance through additional maintenance and enhanced operating procedures
• Reorganise operator duties to increase efficiency
• Improve flotation optimisation procedures.
Asset maintenance management (AMM):
• Improve preventative maintenance procedures for conveyors, pumps, and cyclones by introducing operator driven reliability (ODR) programmes that increase operator accountability for monitoring equipment conditions and reporting maintenance concerns
• Prioritise preventative maintenance (PM) backlog of critical maintenance items.
Several longer-term initiatives, listed below, were also selected for eventual implementation, although these have yet to be completed due to budget constraints, procurement timelines, or pending engineering.
Mill:
• Replacement of heavily corroded flotation cells
• Implementation of a flotation feed density control system
• Improved process water availability through replacement of water distribution lines and strengthened preventative maintenance
• Improve mill feed storage system utilisation to further reduce density variability
• Restart and stabilise coarse flotation circuit.
AMM:
• Implement long term asset care programme and maintenance schedules for critical maintenance items.
Overall plant improvement and metallurgical performance
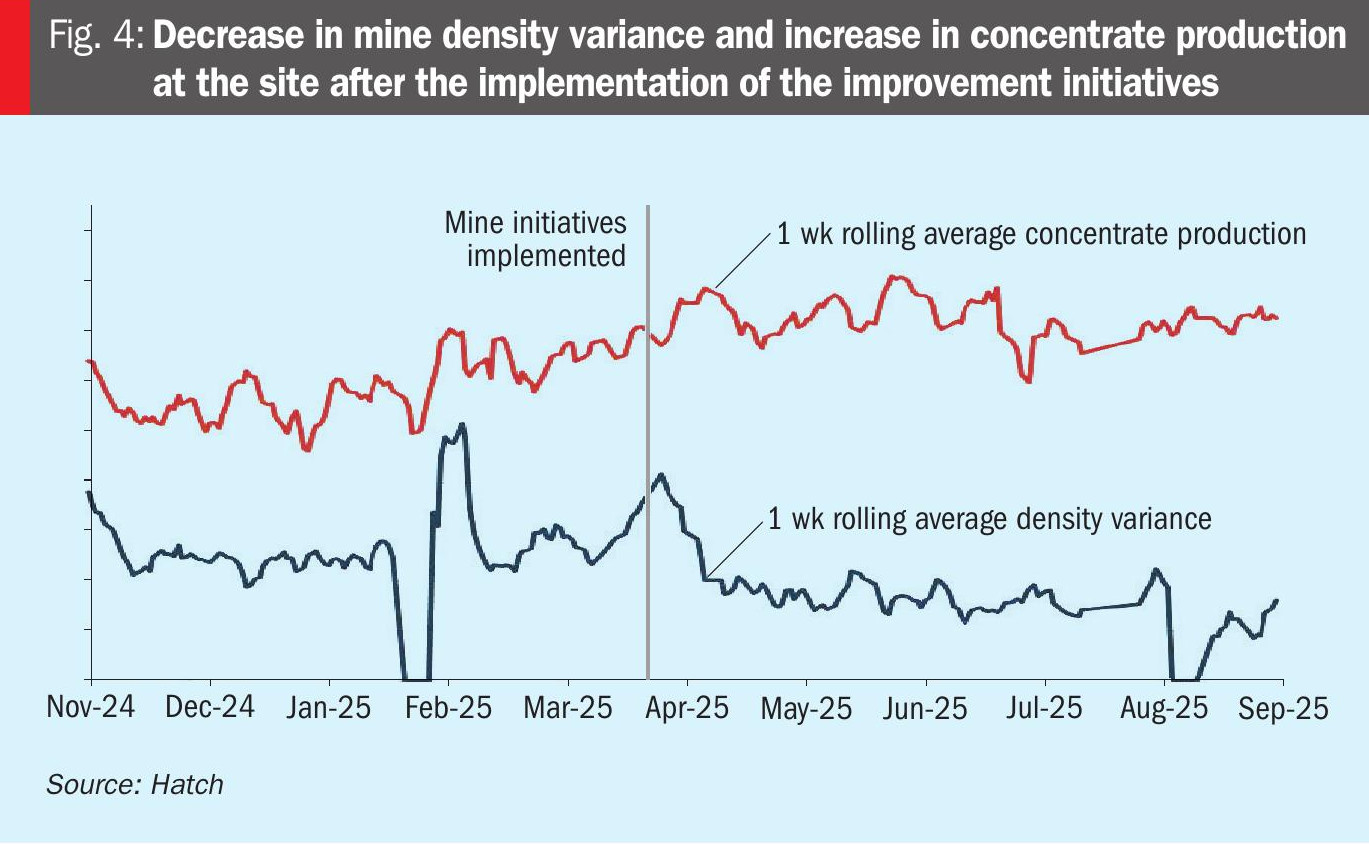
The implementation of high priority initiatives at the mine increased concentrate production at the site by approximately 10%, as of September 2025, around seven months after their execution (Figure 3, left column). The higher production was primarily delivered by reducing downtime by approximately 0.8 hours per shift, with this being linked to efficiency improvements in pre-shift and fuelling efforts. The initiative to maintain screen rates, while only improving production by 1%, did significantly improve cyclone performance in the mill washer circuit, as shown by the decrease in mill feed density variability (Figure 4).
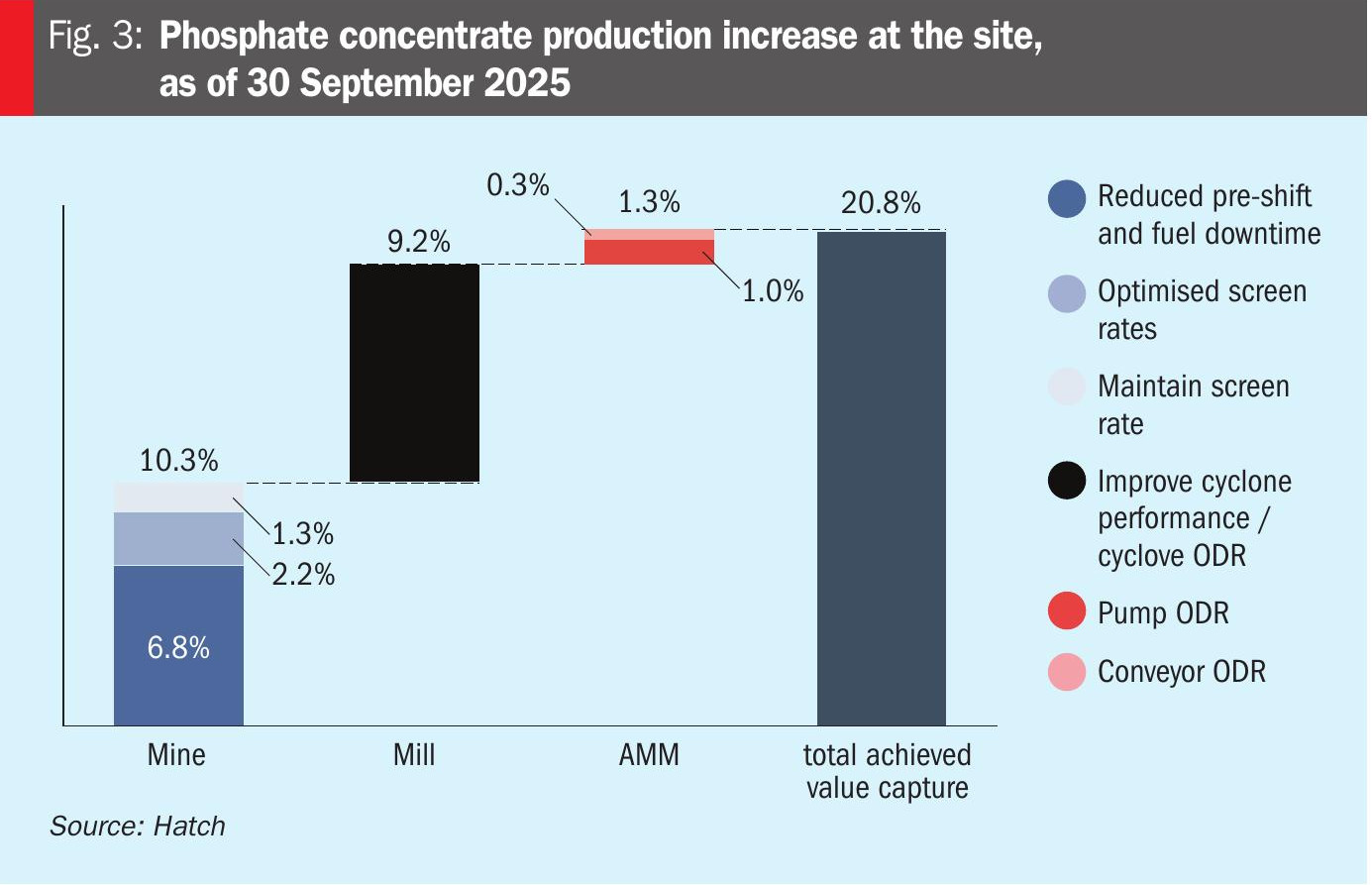
High priority initiatives at the mill, primarily directed at improving cyclone performance, increased mill concentrate production by 9% (Figure 3, second column from left). This was delivered by a combination of several initiatives:
• Mine efficiency improvements, by lowering density variations, reduced major cyclone roping (recovery loss in cyclones) and clay rejection (recovery loss in flotation) scenarios.
• Implementation of cyclone flow control, by equalising feed pressure across a cyclone circuit, reduced localised roping. During the testing of one of the four parallel circuits, this approach was shown to improve phosphate recovery of that circuit by 3%.
• Replacement of cyclone apexes, as many of these were either excessively worn or had the wrong size (too small) incorrectly installed.
• Replacement of severely damaged cyclones.
The decrease in mine density variance and the corresponding increase in concentrate production at the site after the implementation of the high priority initiatives are shown in Figure 4.
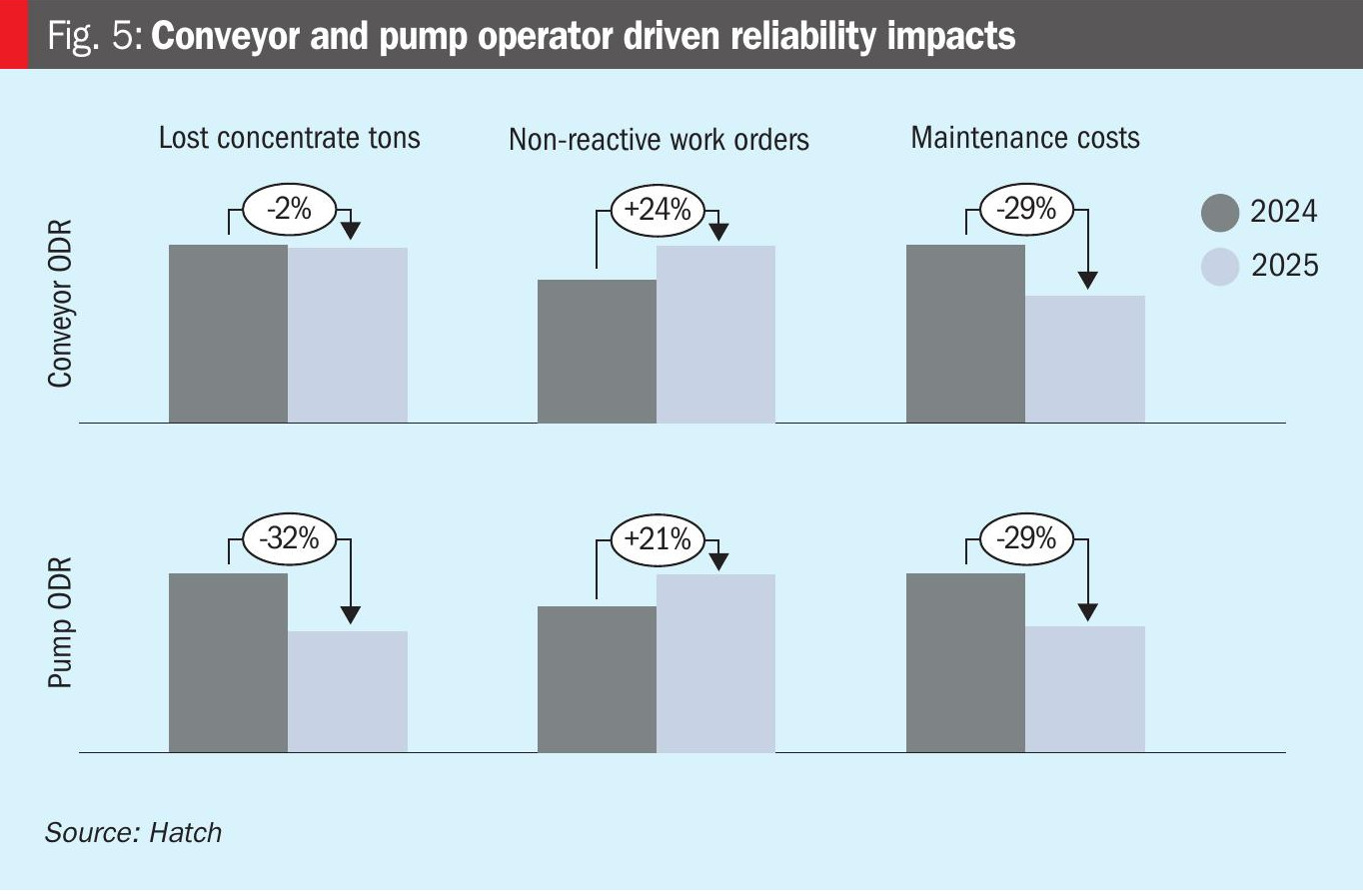
Additionally, the implementation of AMM initiatives increased overall concentrate production by 1.3% due to reduced downtime (Figure 3, third column from left). The positive production impacts of operator driven reliability (ODR) programmes for conveyors and pumps are shown in Figure 5.
Conclusions
A ‘Mine-to-Mill Transformation’ project at a North American phosphate complex increased mill concentrate production by 21%. This was achieved through implementation of a number of high priority initiatives across the mine, mill, and asset maintenance management (AMM):
• Initiatives at the mine increased throughput by approximately 10%. This was achieved by decreasing the variability of feed density to the mill by making pre-shift efficiency and fueling downtime improvements and stabilising screen rates.
• Mill initiatives contributed an additional 9% increase in concentrate production. This was delivered by improving cyclone performance using measures such as improved flow control, replacement of worn or undersized apexes, replacement of critically damaged cyclones, and improvements to operator inspection practices.
• Finally, AMM initiatives, by reducing pump and conveyor downtime, increased concentrate production by an additional 1.3%.
Collectively, these project actions produced a substantial and sustained improvement in overall concentrate production within seven months of their implementation at this North American site.
About the authors
Keenan Collins is Senior Process Engineer, Hatch, Saskatoon, Canada, Jayden Ladebruk is Process Engineer-In-Training, Hatch, Saskatoon, Canada, and Edward DeRose is Global Commodity Director – Phosphates, Hatch, Tampa, USA.
CRU Phosphates+Potash Expoconference 2026
Keenan Collins and Edward DeRose of Hatch will be presenting on ‘Unlocking the Potential of Phosphate Beneficiation at Nutrien Aurora: A Mine to Mill Transformation’ at the conference in Paris on Wednesday 15 April at 10:00–10:30. Register now at: events.crugroup.com/phosphates/register


