Nitrogen+Syngas 400 Mar-Apr 2026
19 March 2026
Revolutionising e-methanol production with an innovative energy saving distillation system
TOYO ENGINEERING CORPORATION
Revolutionising e-methanol production with an innovative energy saving distillation system
Toyo Engineering Corporation (TOYO) has developed two proprietary technologies – g-Methanol™ and SUPERHIDIC™ – to enable ultra-low carbon e-methanol production. g-Methanol™ is an advanced process that synthesises methanol directly from CO2 and hydrogen using the MRF-Z™ reactor. This reactor minimises catalyst volume and energy consumption. SUPERHIDIC™ is a revolutionary advanced heat pump based energy-saving distillation system. Unlike conventional distillation, it uses internal heat integration and a heat pump effect, requiring only 10–25% of the conventional reboiler duty as electrical power, and thereby achieving zero steam consumption. When powered by renewable energy, it drastically reduces greenhouse gas emissions.
This innovative approach is aligned with the evolving requirements of the energy transition, offering a practical pathway to deliver sustainably sourced, low-GHG methanol at scale. The combination of g-Methanol™ and SUPERHIDIC™ system is designed to meet emerging international standards for low-carbon fuels.
TOYO’s g-methanol™ technology
In recent years, TOYO has been promoting its g-Methanol™ technology as its solution for production of e-methanol. This technology produces low-carbon methanol using CO2 and renewable energy-derived hydrogen as feedstocks, and has attracted significant interest from numerous customers around the globe. In June 2025, the NTPC g-Methanol™ 10 t/d demonstration plant successfully produced India’s first e-methanol using TOYO’s g-Methanol™ technology.
At the heart of TOYO’s g-Methanol™ technology is the MRF-Z™ methanol synthesis reactor, designed to achieve an ideal temperature profile through multistage cooling, thereby minimising catalyst consumption and reducing overall reactor dimensions. This temperature profile is established by engineering the reactor such that the reaction pathway consistently aligns with the maximum attainable reaction rate under the specified gas composition.
TOYO has had significant success with the MRF-Z™ reactor from its first pilot plant with a 50 t/d reactor in Japan, in 1985 to the 3,000 t/d plant for the Oman Methanol Company in Sohar, Oman in 2007.
MRF-Z Neo™ reactor
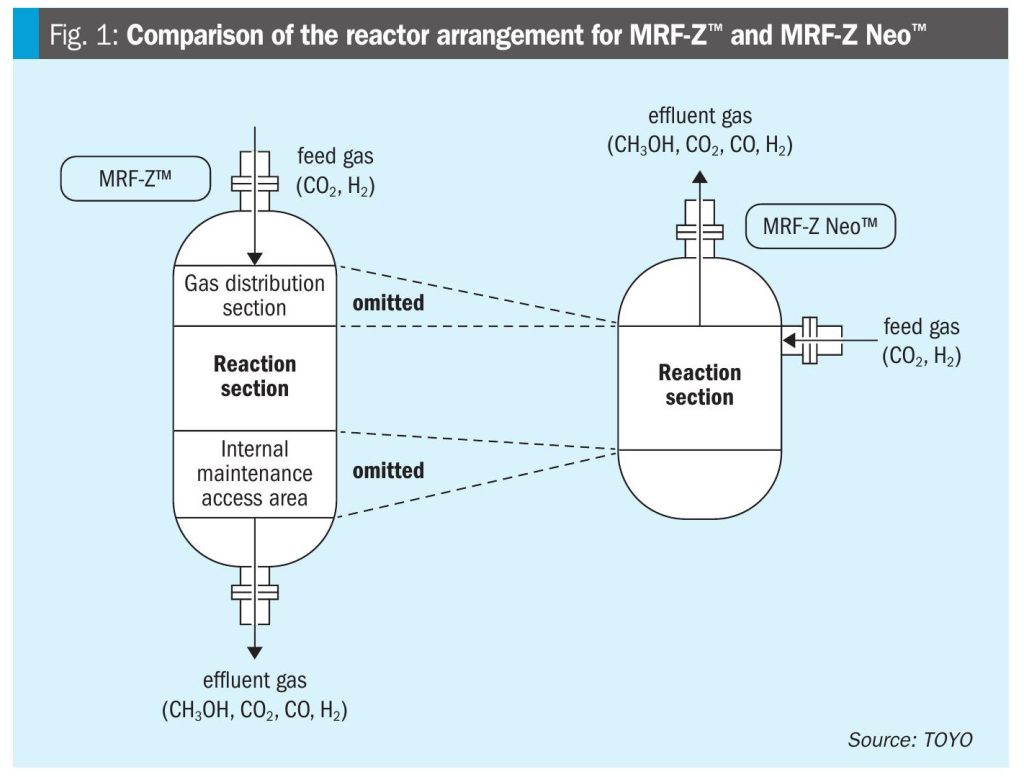
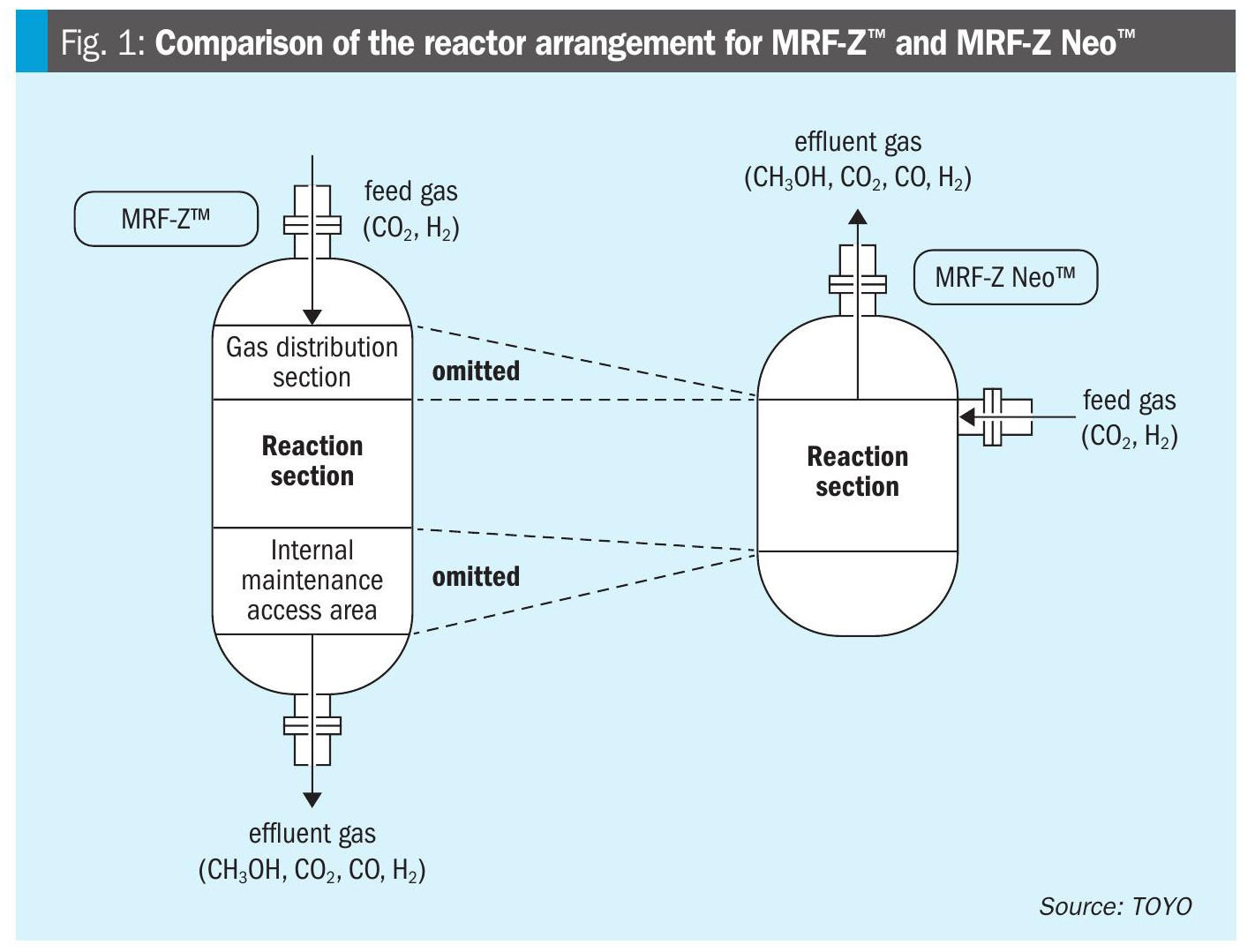
Globally, e-methanol plants are generally being designed for relatively smaller capacities, primarily due to the limited availability of renewable energy. The same trend applies to bio-methanol plants as well, given similar constraints on feedstock and energy sources. In response to this trend, TOYO has developed the MRF-Z Neo™ methanol reactor, an optimised design tailored for small-scale e-methanol production. The MRF-Z Neo™ uses the reduced reactor feed flow rate associated with lower plant capacities to optimise the feed gas distribution system within the reactor. The lower reactor feed flowrate results in a smaller reactor diameter, allowing a uniform radial flow distribution to be achieved even with a side inlet nozzle. As a result, the feed gas distribution system at the top of the reactor can be removed which results in a reduction in the reactor length. Furthermore, a re-evaluation of maintenance requirements for small to medium scale plants has enabled the elimination of maintenance access space inside the reactor. This results in a more compact reactor configuration and further size reduction.
For methanol production capacities up to a few hundred tonnes per day, the MRF-Z Neo™ reactor offers an optimised solution in terms of capital expenditure (capex). For larger capacities, the conventional MRF-Z™ reactor design remains the preferred choice. Fig. 1 presents a comparative overview of the conventional MRF-Z™ design and the MRF-Z Neo™ configuration.
TOYO’s SUPERHIDIC™ technology
SUPERHIDIC™ technology is an energy efficient distillation technology which can provide energy savings of typically up to 50 to 60% depending on the service of distillation. The working principle of SUPERHIDIC™ is derived from the general concept of a Heat Integrated Distillation Column (HIDiC), but employs a more sophisticated and superior approach to the heat integration.
Combining g-Methanol™ and SUPERHIDIC™ technologies
In a methanol plant, one of the major energy consumers is the methanol–water distillation section. In a conventional methanol plant which includes a syngas generation section, or a reformer section, part of the energy for distillation is provided by waste heat recovery from the reformer section by energy integration. However, in e-methanol plants, hydrogen and carbon dioxide are fed separately to the methanol plant and there is no reformer section. As a result, the energy for distillation must be supplied from elsewhere.
In a conventional methanol plant, it is possible to supply around 40% to 45% of the energy from the methanol synthesis reaction heat generated in the methanol reactor, whereas in an e-methanol plant, only 20% to 25% of the total energy can be supplied. This is essentially because the CO2 to methanol reaction (which predominantly occurs in an e-methanol process) generates less energy compared to the CO to methanol reaction (which predominantly occurs in a conventional methanol process).
Thus, in case of an e-methanol process, the remaining energy for the distillation must be supplied from outside the methanol process plant. An example is by using an auxiliary boiler which produces medium pressure steam and supplies the required energy. However, typical auxiliary boilers generate steam by burning hydrocarbon fuels such as off-gases from the methanol plant or natural gas. The burning of fuels can lead to CO2 generation and emission which thereby increases the carbon intensity of the product methanol which is not desirable when it comes to an e-methanol process.
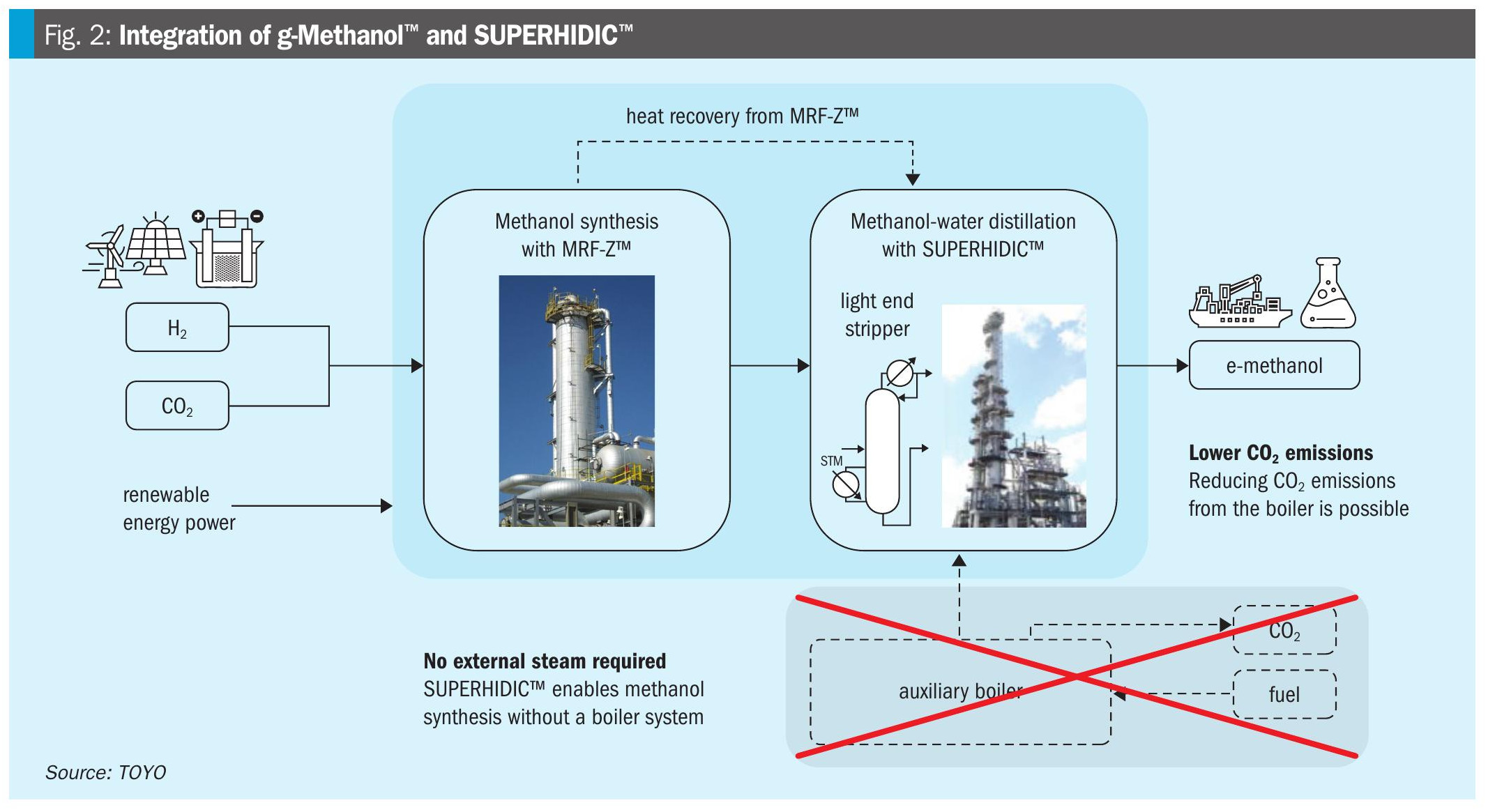
Applying SUPERHIDIC™ technology to the methanol-water distillation eliminates the requirement of steam for distillation during normal operation. Steam generated from the methanol synthesis reactor would satisfy the requirements of other parts of the methanol plant. As a result, the auxiliary boiler is not required to be operated during normal operation, which in turn means zero CO2 emissions from the methanol plant. Thus, combining the SUPER-HIDIC™ technology with MRF-Z™ methanol synthesis reactor in the synthesis section, an optimal process scheme from the viewpoint of a combination of capex, opex and carbon intensity is made possible. Fig. 2 shows the overall block flow diagram of a combined process scheme.
In addition, SUPERHIDIC™ technology uses only around 20% to 23% of the energy (as electrical power) required for methanol-water separation compared to the conventional process. This corresponds to an energy consumption of around 55% to 65% of the conventional methanol-water separation, by the SUPERHIDIC™ technology, assuming the efficiency for electrical power generation as around 36%, which is typical for a coal fired power plant.
Economic impact: LCOM and capex considerations
The integration of g-Methanol™ and SUPER-HIDIC™ aligns well with the economics for a full e-methanol plant. The additional high-pressure columns, compressors, and heat-exchange equipment required by the SUPERHIDIC™ system increase the methanol plant capex by about 10%, but opex remains almost unchanged compared to the conventional system. However, In a typical e-methanol configuration, the renewable power plant dominates total investment, meaning that only a small fraction of the overall capex is tied to the methanol plant itself. As a result, even with the introduction of SUPERHIDIC™, the impact on cost for the total e-methanol production system, or the levelised cost of methanol (LCOM), is limited to roughly 4%, leaving the overall LCOM to be essentially unchanged. Future cost reduction in LCOM may be achievable through regulatory incentives.
Reference