

Fertilizer International 531 Mar-Apr 2026

19 March 2026
Innovative reagents for processing phosphate ores worldwide
PHOSPHATES & POTASH INNOVATION
Innovative reagents for processing phosphate ores worldwide
Reagent formulations used in the flotation of phosphate ore must be carefully engineered to deliver the required beneficiation performance and compatibility with plant operations. Benoit Grymonprez and Guoxin Wang present a case study to illustrate how Arkema is developing long-lasting solutions to the new challenges faced by phosphate mining and processing operations globally.

Mechanical flotation cell.
Forward-looking with a 50-year legacy
Do you know that the roots of Arkema’s mining solutions date back more than 50 years? Although the company itself did not yet exist, its origins go back to the expansion of the chemical product range developed by the French company CECA S.A. in the 1970s, along with the founding of ArrMaz in 1976 in the heart of central Florida’s phosphate mining district. These two historic developments formed the foundation of Arkema’s current Specialty Surfactants business dedicated to rock treatment and ore beneficiation.
Froth flotation was discovered in Australia in the early 20th century, with the first industrial flotation operations beginning in the 1920s. While oils (coal tar derivatives, crude petroleum and pine oils) were used as early flotation reagents, the quest for suitable mining chemicals, especially the need for agents to enhance or inhibit mineral floatability, has driven the development of new collectors.
Metallic ores, mainly copper, were the first deposits processed by froth flotation. Major advances in flotation reagents – such as alkyl sulphates and amines in the mid-1930s – subsequently opened the door to the processing of non-metallic ores.
As flotation technology expanded, reagent consumption increased significantly as the amounts of ore processed grew. In the United States, for example, the tonnage of phosphate ore treated by flotation increased from 19 million tonnes to nearly 110 million tonnes between 1960 and 1980, while total floated ore (all minerals) increased from 180 million to 400 million tonnes during this period. It is therefore not surprising that ArrMaz emerged to serve the market during this era of rapid growth.
Today’s phosphate flotation challenges
The decades that followed saw the accumulation a growing number of process challenges that remain valid today. In the phosphate industry, flotation and associated reagents are constantly evolving. Consequently, innovation has always been essential and a key driver of Arkema’s R&D efforts over the last 50 years. For phosphate flotation, our aim is to find solutions for a demanding process constrained by:
• A drop in rock feed grades and increasingly complex ore mineralogy (carbonates, silicates, aluminium-silicates, iron minerals, clays, salts), following the depletion of higher-quality ores.
• The global pressure to optimise resources, amid increasing depletion, with a trend towards treating slimes (finer particle sizes) that were historically rejected as waste. The evolution of flotation technologies (pneumatic cells, such as columns) has created new opportunities to process finer particle sizes.
• The endless evolution of regulations on the use of environmentally-friendly chemicals, from a toxicity and biodegradation perspective, as well as more stringent limits on fertilizer quality (lower heavy metals content, such as Cd and As).
• The need for better water management practices – as many deposits are in semi-arid or desert regions living under high water stress.
• The decarbonisation of beneficiation processes and the reduction of the carbon footprint of locally-sourced chemicals.
• Access to the raw materials used to manufacture the flotation agents. Geopolitical tensions, marked by unstable tax regimes and unpredictable blockages of global shipping routes, can require the search for (and change to) alternative reagents.
We have already shared this familiar – but nonetheless true – cliché:
There is no universal collector, nor universal flotation scheme for phosphate deposits beneficiation.
Instead, the chemical suite developed for phosphate rock flotation and the process design implemented are the result of both intrinsic (ore-related) and extrinsic factors (see Table 1).
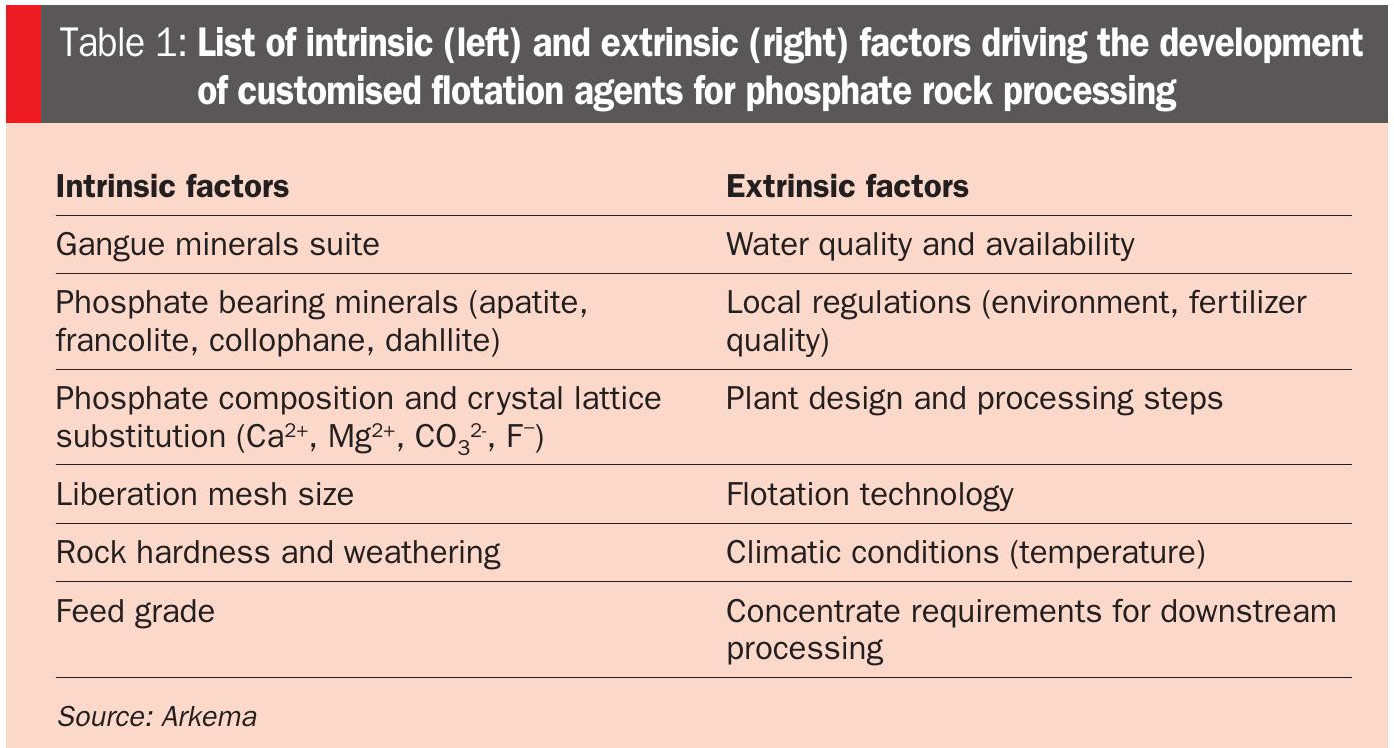
Neither is it a static picture. Constant research is required in response to ore variability and/or operational modifications throughout the life of a phosphate mine – this being necessary to adapt flotation product characteristics to maintain or even improve flotation performance.
For years, Arkema has collaborated on phosphate projects worldwide (Figure 1). Today, the company is still deeply involved with the development of new mines and working to implement long-lasting solutions to the new challenges some operating mines are facing.
Innovation is a central driver of Arkema’s approach to reagent and process development. In addition to selecting suitable active substances, formulations must be carefully engineered with complementary components to ensure that the final product delivers the required performance and compatibility with plant operations. These requirements include:
• Stability and activity over time without adverse reactions or phase separation
• Controlled froth characteristics
• Safe handling
• Viscosity suitable for pumping
• Good dispersion or solubility
• Resistance to changing storage conditions
• Robustness in the face of ore variability or fluctuations in process water quality.
Environmental considerations, reliable access to raw materials, and the economic sustainability of mining operations must also be taken into account.
Balancing these varying parameters is complex, as small changes in formulation can significantly affect performance. The following reagent development case study illustrates the complexity and various sensitivities involved.
Phosphate flotation case study
Arkema supported a major phosphate operation that was experiencing declining ore grades, as higher-quality reserves became depleted, leading to increased operating costs. The question was: how to reduce the content of harmful impurities (such as MgO) and improve the phosphorus recovery rate on a long-term basis, both economically and effectively?
The operation processed mined ore with a feed grade of approximately 12-13% P2O5 . This contained high silica as the main gangue mineral, along with carbonates (dolomite and calcite), aluminium, and iron. The beneficiation targets for the site’s direct flotation circuit were to achieve a concentrate grade above 28% P2O5 at a phosphate recovery greater than 65%, while maintaining reagent consumption at a sustainable level.
Initial laboratory testing with our experimental collector (CustoFloat® O) were encouraging, with results demonstrating strong flotation performance under controlled conditions. However, the subsequent plant trial failed unexpectedly. In particular, difficulties in stabilising the froth and lower recoveries resulted in a higher reagent consumption rate.
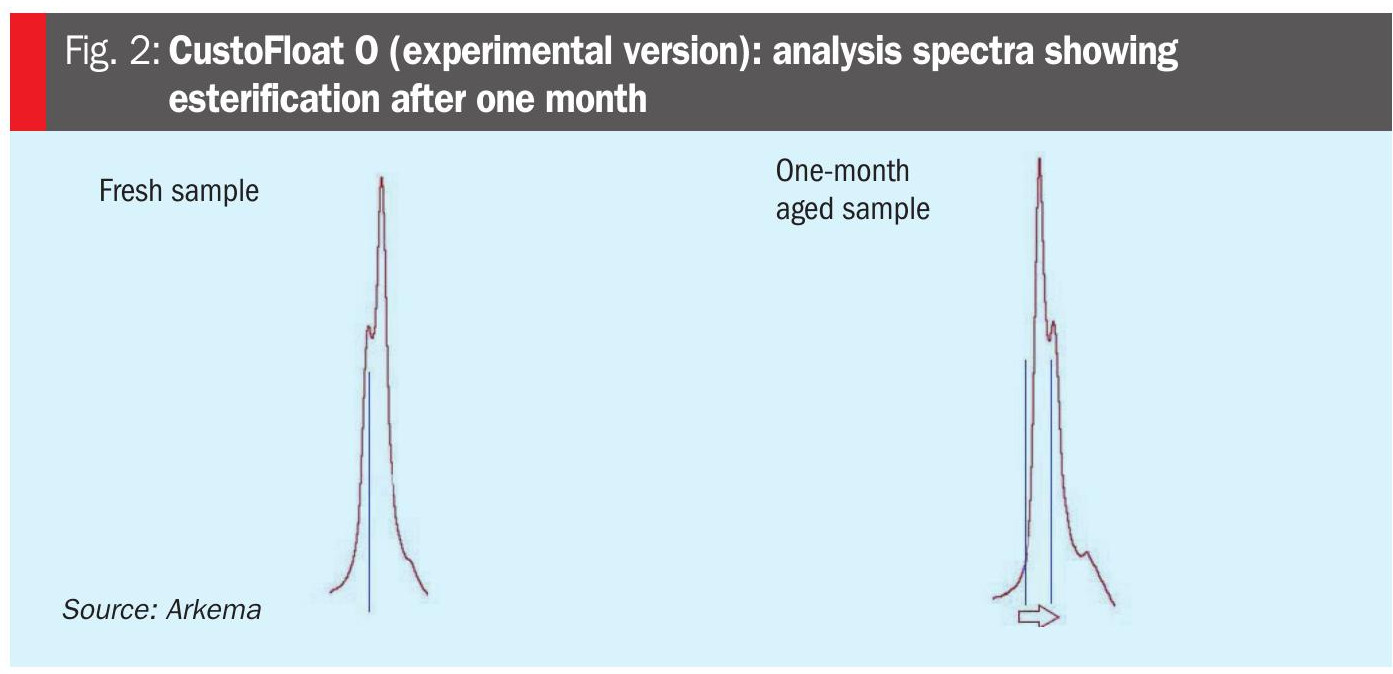
The discrepancy between the laboratory results and the plant trial performance prompted a detailed investigation to identify the underlying causes, with this extending beyond ore characteristics and operating conditions. Following a comprehensive review, it was determined that an esterification reaction was occurring within the collector over time (Figure 2). In commercial operations, several months may elapse between the manufacture of the reagent and its actual use, allowing the esterification reaction to progress and alter the reagent’s performance.
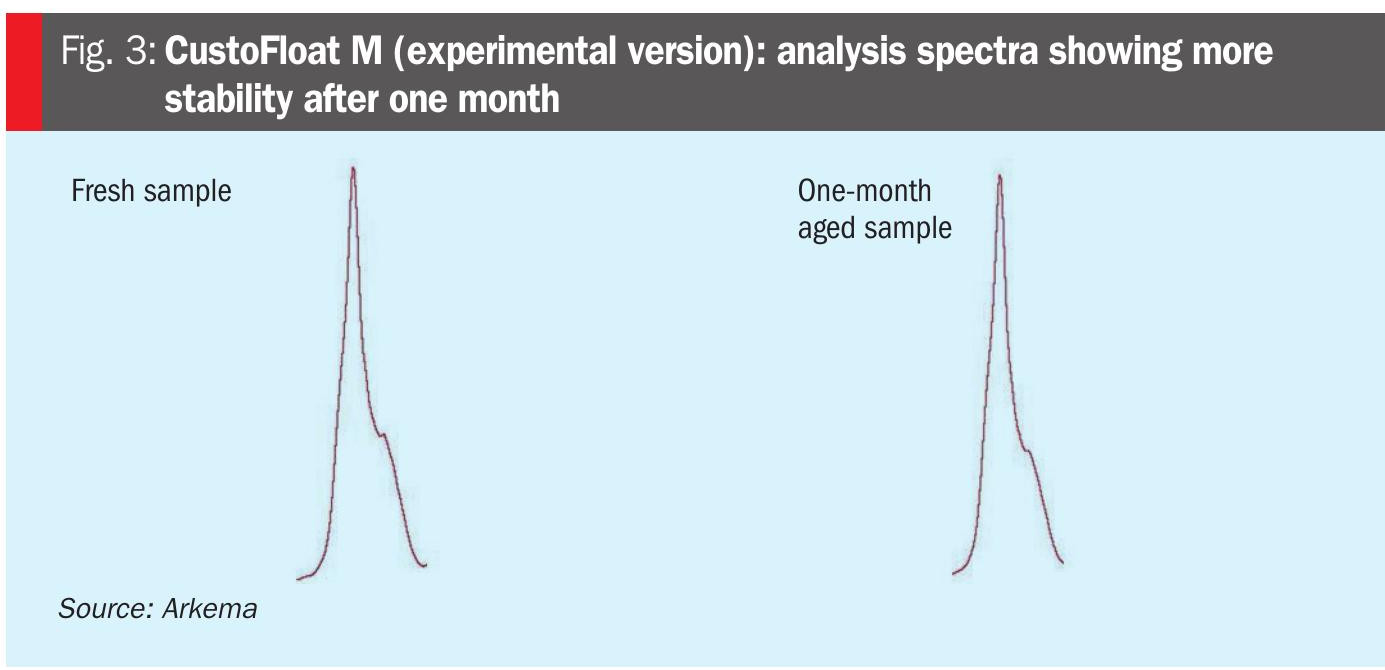
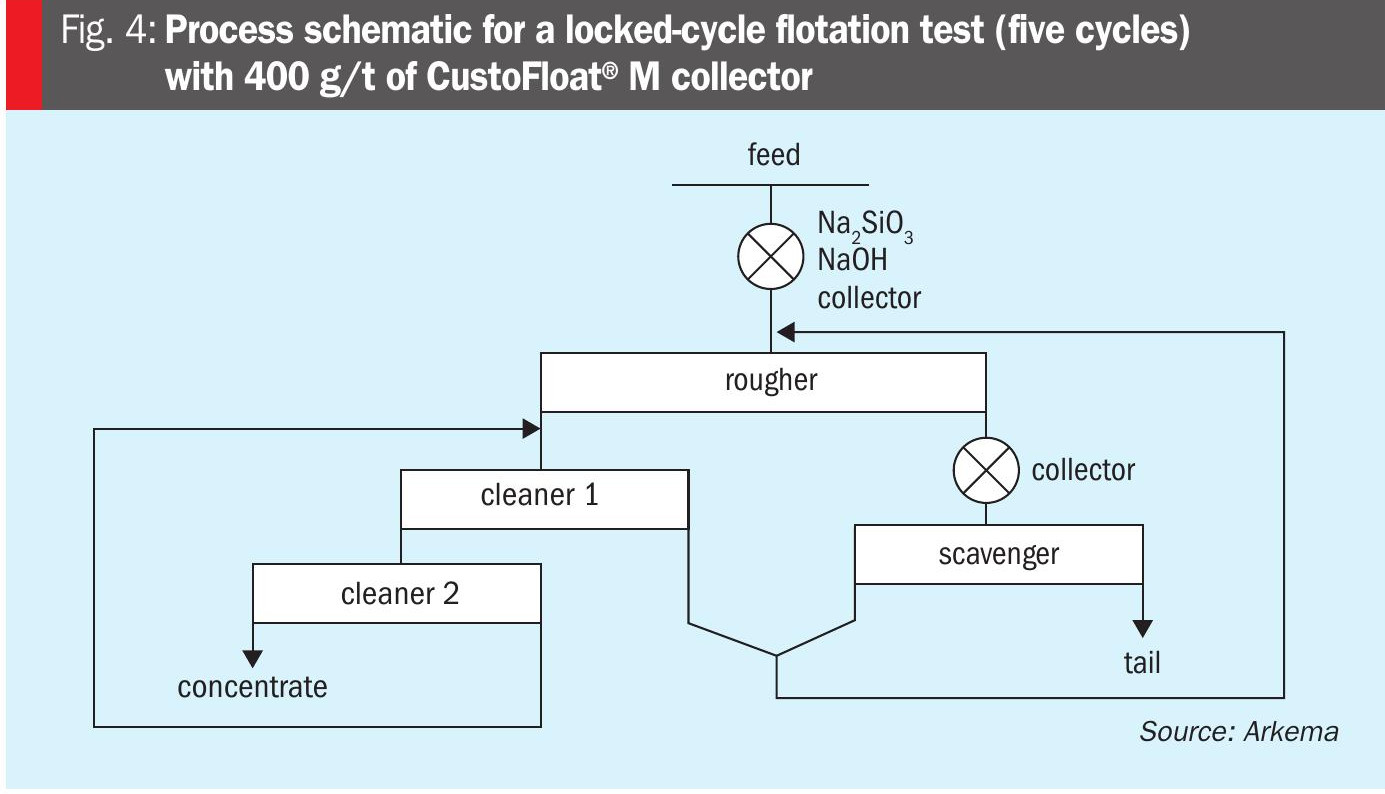
The esterification reaction resulted in reduced fatty acid effectiveness and the formation of by-products that contributed to froth instability. However, further reagent development led to a new version of the product with improved long-term stability (CustoFloat® M – see Figure 3).
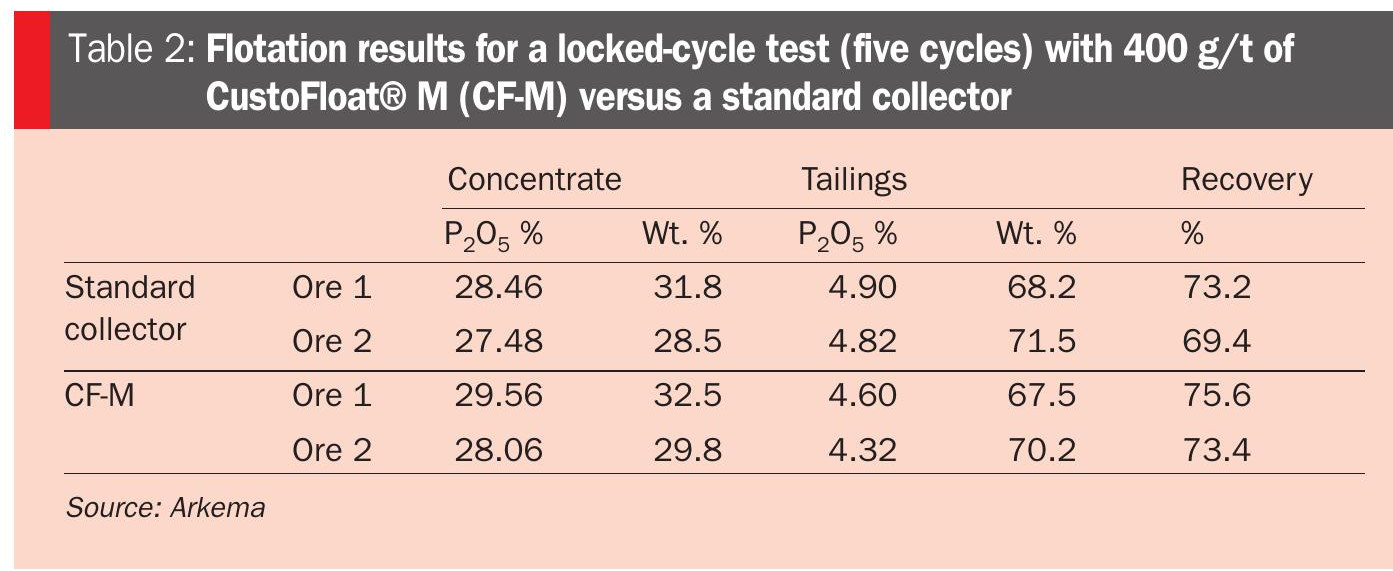
Successful evaluation of CustoFloat® M using a locked-cycle flotation test (five cycles) resulted in a higher concentrate grade, versus the incumbent reagent, with a significant improvement in phosphate recovery of between 2.4-4.0% (Figure 4 & Table 2).
Conclusion
For more than half a century, Arkema has provided mining solutions for ore beneficiation, with a primary focus on industrial minerals and oxides. Among the wide range of minerals supported by our portfolio, phosphate processing remains a flagship application.
Phosphate beneficiation is particularly complex, as each deposit, every beneficiation plant, and operating environment presents unique challenges that require tailor-made solutions.
The challenges outlined in this article illustrate the evolving demands faced by the industry. Arkema’s decades of experience, combined with deep expertise in chemical systems and process optimisation, enable us to address these challenges effectively, with a focus on improving operational sustainability and maximising resource efficiency.
Looking ahead, phosphorus will remain essential not only for fertilizers but also for emerging technologies, such as lithium iron phosphate (LFP) batteries, playing an increasingly important role in the energy transition. Arkema aims to continue contributing to these developments by providing innovative and sustainable solutions for the mining and fertilizer industries.
About the authors
Benoit Grymonprez is Technical Sales and R&D Manager Mining EMEA, Arkema, and Guoxin Wang is Global Technical Director, ArrMaz Products Inc, Arkema.
CRU Phosphates+Potash Expoconference 2026
Guoxin Wang and Benoit Grymonprez will be presenting on ‘Innovative Flotation Reagents for Processing Phosphate Ores Worldwide’ at the conference in Paris on Wednesday 15 April at 09:00-09:30. Register now at: events.crugroup. com/phosphates/register
Note
CustoFloat is a registered trademark of the Arkema Group of Companies.



