
Optimising phosphate production
Phosphate manufacturing is being enhanced thanks to process integration, digitalisation and other advances.

Phosphate manufacturing is being enhanced thanks to process integration, digitalisation and other advances.

Catalytic converters are the heart and hub of sulphuric acid plants. Converter replacement of equipment that has come to the end of its life is an opportunity to make improvements to the performance, productivity, reliability, durability and plant emissions. NORAM discusses design and project execution considerations for SO2 catalytic converter replacement and Chemetics considers the challenges and opportunities of converter retrofits.
Every urea plant continuously fights again corrosion. The intermediate product ammonium carbamate is extremely corrosive under synthesis conditions. The applied materials of construction require oxygen to form a protective passive layer of chromium oxides. The ammonium carbamate solution will continuously dissolve the passive layer, therefore it is vital to continuously supply oxygen, typically in the form of air, to maintain the passive layer. During blocking-in conditions of the synthesis section it is not possible to add air and the oxygen present will be consumed as a result of the passive corrosion reactions, while at the same time the passive layer dissolves in the ammonium-carbamate solution. At a certain point, the oxygen content in the solution becomes too low to assure a passive layer. At that moment active corrosion will start with much higher corrosion rates than passive corrosion. The picture on the left side shows the passive layer (blue, brown, grey surface) and the picture on the right side shows active corrosion (a shiny silver surface). It is important to realise that once active corrosion starts it cannot be stopped, adding more oxygen at this stage, for example, will not work. Active corrosion will continue, leading to the risk that the protective layer will be severely damaged. The only way to solve this situation is to drain the synthesis section and re-passivate the surfaces.
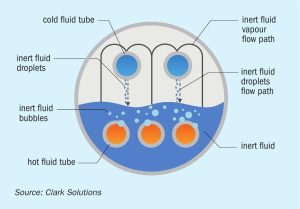
N. Clark, B. Avancini and V. Sturm of Clark Solutions discuss a novel technology, SAFEHX® , providing a new approach to the cooling of strong sulphuric acid. Prototype results are shown and indicate a safe and stable cost-effective technology. SAFEHX® can be extended to every heat exchanger system where corrosion, mixture risks, fouling, process liquid loss (or contamination) and temperature control are key concerns.

All acid towers eventually require replacement. In this article, K. Sirikan, A. Mahecha-Botero et al of NORAM Engineering and Constructors Ltd discuss two recently executed acid tower replacement projects. The first project involved the replacement of a brick-lined tower by an alloy acid tower for a sulphur burning plant in North America. The second project involved the replacement of a brick-lined acid tower with a NORAM designed brick-lined tower for a smelter off gas acid plant in South America. The impacts of various design considerations on acid tower replacement projects are compared, including in-situ replacement versus a new location; brick-lined versus alloy shell, and selection criteria for mist eliminators.

From new materials of construction and improved equipment designs to the latest digital tools, Casale, thyssenkrupp Industrial Solutions, Saipem, TOYO and Stamicarbon report on some of their latest achievements.
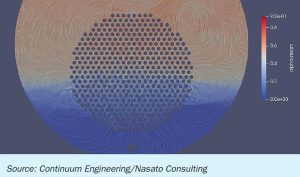
Failure investigations, equipment design and process upgrade projects for SRUs often overlook the impact of water quality. In this article E. Nasat o of Nasato Consulting and L. Huchler of MarTech Systems explore impacts of higher heat transfer rates, control of boiler and condenser water chemistry, conventional equipment design/configurations and monitoring program designs. SRU operators can improve the effectiveness of their failure investigations by implementing a broader, more holistic approach that assesses equipment design, process conditions, operating protocols and water quality issues.
Several highly corrosion resistant materials are available today for use in handling process fluids encountered in the production of concentrated sulphuric acid. These alloys, properly selected for the operating conditions, provide the benefits of long operating life under harsh operating conditions extending the period of uninterrupted production cycles and lowering the incidence of catastrophic equipment failure. In this article, M. J. Cooke of Weir Minerals discusses materials of construction for pumps, valves and piping used in the production of sulphuric acid.

Many fertilizers plants are looking to reduce the overall maintenance costs of their critical heat exchangers. Barinder J. S. Ghai of Sandvik Materials Technology takes a look at the life cycle costs of tube materials for heat exchangers in ammonia plants.

Although amine solution foaming problems have been studied and reported extensively, direct correlations about the root causes of foaming have not been completely established. This article approaches the problems of foaming from a different perspective, rather than theoretical discussions, the topic is centred exclusively on Amine Experts’ field-related experiences with amine foaming episodes.